

Аннотация
One of promising methods for caseic whey processing is the production of whey protein microparticulate and its consequent application in food technology. This work is aimed at the development of fermented milk product technology using the whey protein microparticulate based on caseic whey. The researches were carried out at the Chair of Animal Product Technology of the Voronezh State University of Engineering Technology, at laboratories of Kombikorm Scientific and Production Complex, Mollab LLC (Voronezh), at the laboratory and pilot shop of the Voronezh Dairy Plant JSC. Standard and generally accepted physical, physico-chemical, chemical, microbiological, physiological and technological research methods were applied by investigators in the course of the study. The sequence of technological operations to obtain the microparticulate covered pre-preparation of curd whey, ultrafiltration, heating to denaturation temperature and dispersion. This is to ensure protein particle formation average sized 3 μm and formation of unique properties of the microparticulate. Valuable properties of the caseic whey microparticulates are applied in the technology of milk product fermentation. The chosen ferment allows preservation of the required fermentation time (5-6 hours) and to obtain the viscous, creamy consistency of the product. The microparticulate is efficiently proportioned, that is, 10%. We studied the option to use the caseic whey microparticulate in the technology of kefir production. It is found that microparticulate facilitated intensification of process fermentation (10 h long) and maturation (6 h), enhancement of kefiran synthesis by kefir fungi microorganisms, intense formation of carbon dioxide and other osmophoric compounds. Formulations of kefir and sour milk drink are suggested that allow using 10% of microparticulate. Production schemes have been developed and customized to the HACCP system that consider introduction of supplementary operations to obtain the caseic whey microparticulate. The technological solutions developed are known for the following key advantages: realization of the complete production cycle; increase in food biological value; reduction of technological process length due to souring stimulationКлючевые слова
Caseic whey, whey protein microparticulate, fermented milk productsВВЕДЕНИЕ
Dairy products are of key importance to ensure food security in the Russian Federation. However, consumption of dairy products by the Russian population is below the national medical standards (it was 230 kg in 2015 at 320–340 kg/year/person (Order № 614 of the Ministry of Health of the Russian Federation dd. 19.08.2016 on “Approval of Recommendations for rational norms of food consumption to meet current requirements of healthy nutrition”)). Major problems that restrain the dairy industry development in Russia include the factors like insufficient volume of high quality raw milk and seasonal production variability. Use of milk whey is of high concern as the important source of raw materials. The increase in cottage cheese production volume results in the increase in caseic whey resources, where its share as the processed product is not adequate for food products [1, 2]. Caseic whey is the complex raw stock for food industry. It is widely used for food purposes compensating its short shelf life, low mass fraction of solids, high titrated acidity, specific flavor that converts to final products when processed. A significant portion of caseic whey is not subject to industrial processing; it is discharged to water bodies causing the great environmental damage.
The development of new promising ways to modify the composition and properties of caseic whey enable using its biotechnological potential in food production and meet current concepts of healthy food, refers to urgent task of dairy industry in the Russian Federation [3]. Caseic whey is the important source of functional nutrients. The protein composition of caseic whey is efficiently balanced by amino acids; whey proteins widely function in the human body as follow: stimulate the immune system, lower the cholesterol content in the blood, participate in hormone and enzyme synthesis, and are the source of biologically active substances [4–6]. One of promising directions for caseic whey processing is the production of whey protein microparticulate and its further use in food technology.
The microparticulation technology is known in the Russian Federation [7–10] and in other countries [11–14]. The method to obtain the microparticulated product titled Simpless was first patented in '80s of the last century by Nutra Sweet Company. The microparticulation technology has been improved to enhance the quality and engineering and technical properties of the product. Whey protein micropariculates have the creamy taste, smooth consistency and they imitate the flavor of milk fat. Microparticulates are used to produce a wide range of food products: sour-milk drinks, cheese, sour cream, ice cream, etc. [15, 16] as the effective fat substitutes. At the same time, commercial products to be sold (dry microparticulate) are of high cost and are normally produced based on cheese whey. For milk processing plants based in Russia, the use of caseic whey to obtain native microparticulates is of particular interest as well as their implementation in process technology of dairy products, including national food products.
This work is aimed at the development of fermented milk production using whey protein microparticulates based on caseic whey.
ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЯ
The caseic whey obtained during the production of cottage cheese with the mass fraction of 9% fat and skim cheese produced by the Russian GOST 31453–2013 "Cottage cheese. Technical specifications", whey protein microparticulate, and sour-milk drinks produced based on that were used as the research objects. Cottage cheese was produced at the Voronezh Dairy Plant JSC (Russia). The production technology included the milk acceptance, its separation, normalization, pasteurization, cooling, fermentation (mesophilic lactate streptococci were used), ripening, clot slicing, whey separation, clot pressing, cooling and packaging.
The caseic whey was microparticulated at the machinery shop of Voronezh Dairy Plant JSC (Russia) based on the pilot plant by Kieselmann. The sequence of process operations to obtain the microparticulate included preliminary preparation of caseic whey. For this purpose, the whey was cleaned of fat and casein, pasteurized and subje-cted to ultrafiltration to get the concentrate with 14–18% mass fraction of solids. Further on, organoleptic, physical and chemical properties of the obtained UV concentrate were modified using the EcoProt + heat exchanger equipped with the dispersing device.
Two types of fermented milk were considered: with lactic fermentation and mixed lactose fermentation. Lactic fermented drink was produced based on yogurt technology with sugar added by the reservoir method by ripening the normalized mixture at 39 ± 1°C until the dense cluster was formed at the 85–90°T acidity. The normalized mixture was the combination of whole and skim milk with sugar added to make 2.6% mass fraction of fat. To produce the drink, we considered mixed starter cultures Streptococcus thermophilus and Lactobacillus bulgaricus produced by Christian Hansen as follow: YF L 901, YF L 706, YF LХ 700, YF L 702.
The drink with the mixed lactose fermentation was produced by kefir technology. Kefir is the fermented dairy product produced by lactic and ethyl-alcohol fermentation using kefir grains-based fermentation starters. The technology of kefir production is known for the standard sequence of operations: skim milk fermentation using the kefir yeast starter (5–10% of the milk weight) at 20–25°С until the dense cluster of 85–100°T in acidity is formed (fermentation length was 8–12 h). Upon fermentation, kefir was exposed to maturation at 14–16°С. The skim kefir was used as the reference sample obtained by the standard technology with no microparticulate.
Sampling and preparation of research objects for testing complied with ISO 707: 2008 (IDF 50: 2008) Milk and milk products. Guidance on sampling. Organoleptic properties were evaluated as per ISO 22935-2: 2009 Milk and milk products. Sensory analysis. Part 2: Recommended methods for sensory evaluation. Composition parameters of research objects, their physical, chemical and microbiological properties were determined in line with Russian standards. The dry solids weight ratio was evaluated by the test sample weight loss in percentage during the sample product drying at the constant temperature. The mass fraction of total protein, whey proteins, non-protein nitrogen was determined by the Kjeldahl method. This method is based on organic matter mineralization of the test sample product with the catalyzing concentrated sulfuric acid to form the ammonium sulfate, convert it to ammonia, distill it to boric acid solution, evaluate the ammonia by quantity by titrimetric method, and calculate the protein mass fraction in the test sample. The lactose mass fraction was determined by the method of Bertrand based on the property of reducing sugars to reduce the divalent copper to copper oxide (I) in alkaline medium, that is oxidized with iron ammonium alum, followed by titration of the reduced ferrous iron with the potassium permanganate solution. The fat mass fraction of was determined by the acidic method that consisted of fat isolation of the research object under the action of concentrated sulfuric acid and isoamyl alcohol, followed by centrifugation and measurement of the volume of released fat in the graduated part of the oleometer. The active acidity was determined by potentiometric method based on measurement of potential difference between two electrodes (measuring and reference electrode) immersed in the test sample. The titrated acidity was found by the titrimetric method. The density was assessed by the densimeter. The method to determine the amount of mesophilic aerobic and optionally anaerobic microorganisms QMAFAnM is based on the count of colonies of microorganisms growing on the solid nutrient medium QMAFAnM at the temperature (30 ± 1)°C for 72 hours.
To evaluate the antagonistic activity of kefir fungi microorganisms in presence of microparaticulate against pathogenic microorganisms, the volume displacement diffusion method (in vitro) was applied. Escherichia coli, Staphylococcus aureus, and Salmonella cultures were used as testing cultures. A well of 5–7 mm in diameter was drilled in the agar layer with the test strain using the test drill; the kefir fungi starter was placed inside the well. The Petri dish was placed in refrigerator, then in the thermostat to incubate; the inhibition area of the test strain around the well was measured. The dynamic viscosity of cottage cheese samples was determined using the Brookfield RVDV-II + Pro rotary viscometer. For purposes of microstructural study, the native preparation of fermented milk drinks was obtained by applying a thin layer of the sample onto the test slide. The prepared specimen was examined under conditions equal to those in the "wet chamber" followed by micro-pattern photofixation using the microphotosystem installed similar to BIOMED-2 microscope and CANON digital camera. The amino acid composition was determined by capillary electrophoresis using the Kapel-105 device. Samples were centrifuged to find the syneretic ability of clots followed by determination of the isolated serum portion. For quantitative analysis of total kefiran content, we used the colorimetric method as samples were pre-test treated as per [17–19].
The content of carbon dioxide in kefir was evaluated by weight gain using the Liebig potash bulb. Toxic properties of fermented milk products were measured in experiments on laboratory animals (white rats). 25 white rats weighing 150–200 g were selected. They were monitored to record the health state considering clinical symptoms of intoxication. The number of died and survived animals was counted for 14 days upon exposure. The preparation was administered to rodents intragastrically, the starting dose was 2 ml/kg, the interval between doses was 1 ml/kg. The following doses were administered: 2, 3, 4, 5, 6, 7, 8, 9, 10 ml/kg per body weight. Allergenic properties of fermented milk drinks were studied on rabbits by taking conjunctival samples. One drop of 1, 5, 10% aqueous solution of fermented milk was put under the upper eyelid of the right eye of three rabbits. One drop of control saline solution was put in the left eye of same animals. Results were measured at 5 minutes, 24 and 48 hours. Such factors as the state of eye and eyelid mucous membrane, presence of vascular injection, and tear secretion were considered accordingly. The effect of absorption through skin was studied on white rats by the tail dipping method. 10 rats were fastened in the special device so that their tails were immersed in 2/3 of the test tube height filled with 50% aqueous suspension of the drink. The animal response was measured at 4 hours by appearance of local changes in the tail, lethal case, extent of intoxication and changes in the body weight of animals.
Test results were processed by mathematical statistics methods based on data obtained in 5 to 10 studies repeated three times. Graphical forms of dependencies are presented as the experimental data were processed by the method of least squares. The data were calculated, plotted and described using Microsoft Office 14 and Excel 14 for Windows 10.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
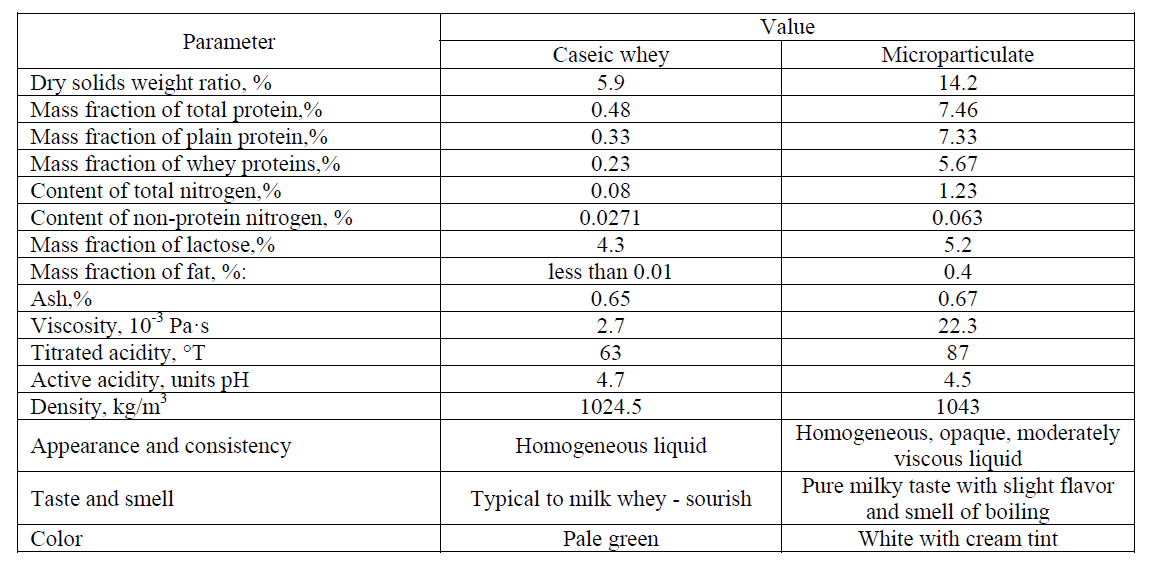
We studied the options to obtain the whey protein microparticulate from the caseic whey. This raw material is highly acidic (Table 1) and has specific organoleptic properties that impede its processing and use for alimentary purposes. The caseic whey was preconcentrated at the ultrafiltration unit. Then, the resulting concentrate was exposed to microparticulation. When the concentrate was heated, disulfide bridges disintegrated that were responsible for the molecular structure of whey protein. SH groups within the tertiary structure were released.
The exposure of reactive groups was followed by the enhancement of the protein molecule tendency to aggregate. They formed new bonds with other denatured molecules of whey proteins. As a result, occurring molecule unions exceeded colloidal state in size and proteins collected in compact aggregates. It is known that all whey proteins denaturate within the temperature range 62–78°C. However, the lactose with the mass fraction of over 4% in the UV concentrate protects the globular proteins against solubility losses during heat treatment, stabilizing their structure against thermal expansion. The high lactose content in the concentrate slows the denaturation response. In this view, more severe heat treatment of UV concentrate is required for microparticulation, that is, from 85 to 110°C.
To stop the spontaneous aggregation of protein particles and precipitate formation, the UV concentrate was exposed to shearing force of applicable intensity when heated at the same time. This resulted in formation of spherical particles of the microparticulate. By regulating modes of thermomechanical treatment, protein particles sized 3 μm on average formed along with unique properties of the microparticulate. Based on methods of mathematical modeling, the best process parameters for caseic whey microparticulation were identified using the equipment by Kieselmann Company to produce microparticulates of various composition and properties.
The flavor of the caseic whey changed during procedures above. Its specific odor was adjusted by high-temperature treatment of the UV concentrate. The melanoidin reaction resultants contributed to generation of the pleasant "nutty" taste and smell of the microparticulate.
Valuable properties of caseic whey microparticulate were used to produce fermented milk products. For these purposes, whey protein microparticulate was selected with the protein concentration ratio of 15. The microparticulate composition was characterized by the increase in the valuable protein part fraction, in particular, whey proteins (casein/whey protein ratio was 25/75) (Table 1). The content of "plain protein" in the microparticulate was 7.33% which is essential to increase the yield of milk-intensive dairy products and, consequently, increase the production efficiency. The amino acid composition was analyzed to conclude on saturation of the caseic whey microparticulate with essential amino acids. Their ratio is close to the FAO/WHO scaling to prove the high biological value of the microparticulate.
The use of microparticulates is practiced in yogurt production that proves the favorable effect on the rheological and sensory properties of the resultant, as well as the increase in exopolysaccharide synthesis by starter cultures [20–25]. High acidity of caseic whey microparticulate significantly changes properties of the normalized mixture for fermented milk drinks. In this view, of certain concern is the impact of the microparticulate obtained based on the caseic whey on production process and qualitative parameters of fermented milk drinks.
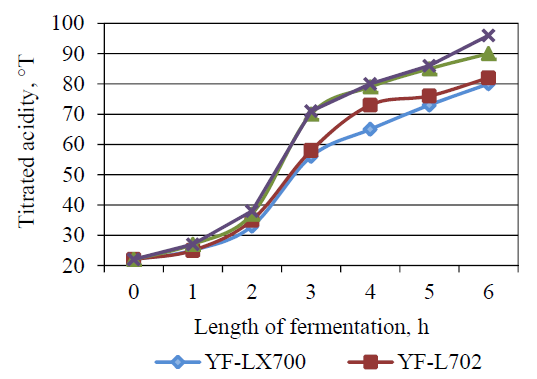
Selection if starter cultures is highly emphasized for products with the modified ratio of components [26]. For this purpose, cluster organoleptic and rheological parameters, dynamics of acid formation were studied when fermenting the drink with the lactic acid fermentation. The cultures YF L 901, YF L 706 that committed to obtain the dense cluster for 5–6 h were identified as cultures with the best acid-forming property in normalized mixtures with the microparticulate added (Fig. 1).
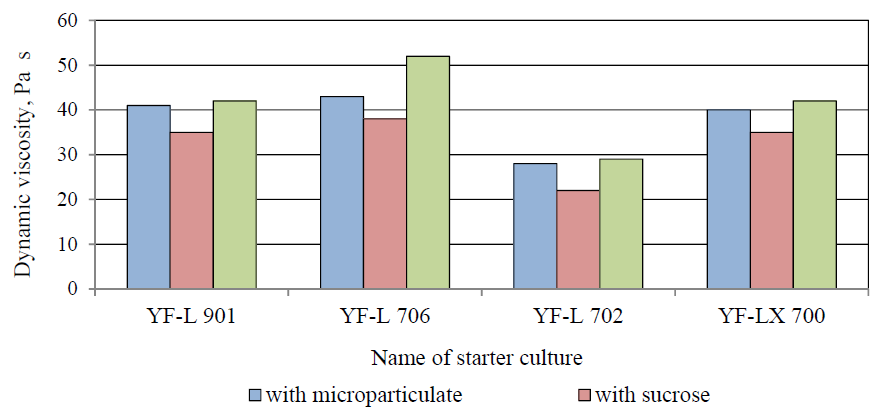
Sucrose is one of components of the fermented milk drink produced with lactose homofermentation. Use of sucrose in formulations of sour-milk products increases the synthesis of exopolysaccharides by starter cultures to be the strain-specific property. In presence of microparticulate as the component with prebiotic properties due to the high content of lactose, protein and free amino acids, exopolysaccharide production is enhanced. And the quality of the finished product is improved: the density and viscosity of the lactic acid cluster increases, the syneresis slows down. This is specifically important when producing fermented milk drinks with lower fat content that is to exclude or significantly reduce the mass fraction of stabilizers and thickeners. The use of YF L 706 starter did not extend the process of normalized mixture ripening and helped to produce the fermented milk drink with viscous, creamy consistency (Fig. 2).
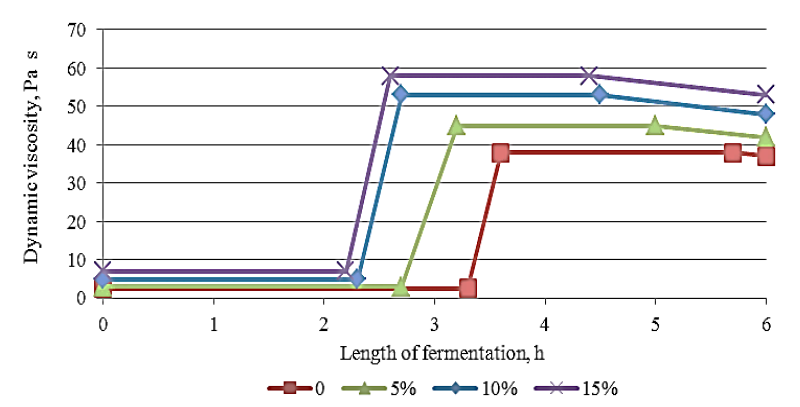
The use of microparticulate accelerated the process of normalized mixture fermentation. The required acidity value was reached at 5 to 6 hours with all test doses of the microparticulate. An increase in the mass fraction of caseic whey microparticulate contributed to the increase in the portion of synthesized exopolysaccharides that affects rheological and syneretic properties of the cluster.
The use of caseic whey microparticulate influenced coagulation and gelling processes and facilitated the formation of stronger bonds between the cluster structural elements and increasing viscosity. The normalized mixture viscosity remained practically the same during the induction period. The microparticulate introduction facilitated an increase in the normalized mixture acidity which affected the rate of casein micelle destabilization and cluster formation. The induction period duration was shortened (Fig. 3). The introduction of caseic whey microparticulate shortened the process of cluster solidifying.
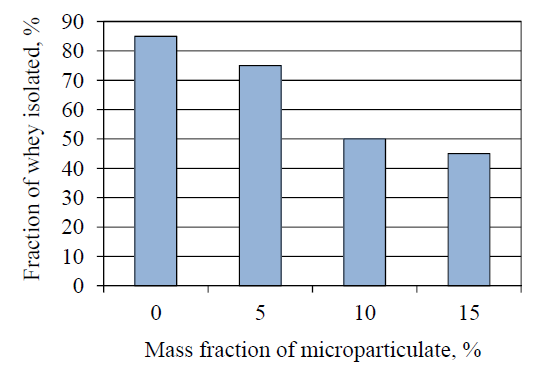
The formed acid gel with the reduced mass fraction of casein has a larger pore size unlike the control one. The microparticulate particles were mechanically captured by the cluster and filled structural pores like fat globules. The high density and strength of bonds of the acid cluster with the microparticulate reduced its ability to syneresis (Fig. 4). A softer cluster formed which is especially important for low-fat gels known to be coarser and stronger than full-fat gels.
To produce kefir, the whey protein microparticulate was added to the skim milk at 5–15%. The complexity of kefir fungi microbiological symbiosis specifies difficulties to achieve the stable and optimal kefir quality produced using the normalized mixture of modified composition.
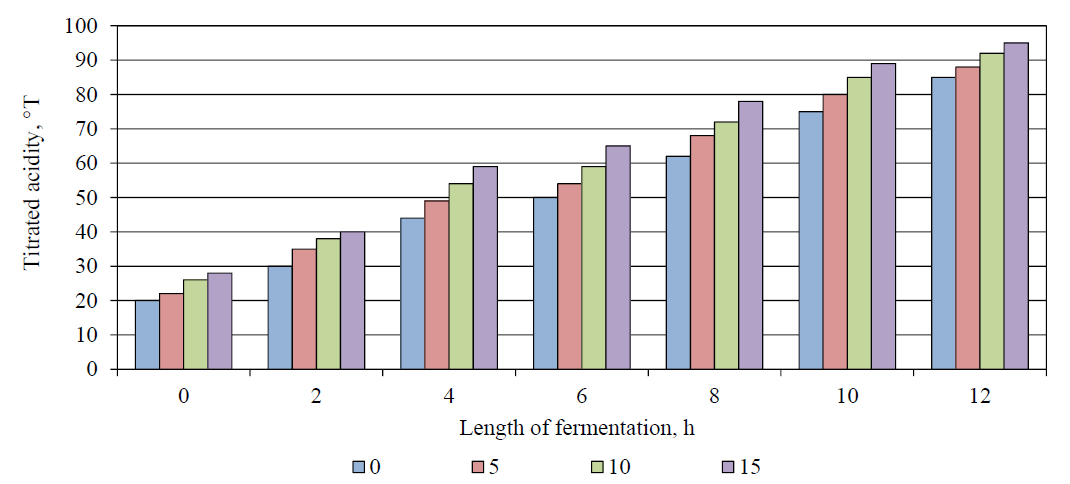
It was found that the increase in the mass fraction of the microparticulate facilitated intensification of kefir fermentation process. The standard cluster acidity was achieved for 9 to 11 hours at various microparticulate doses (Fig. 5).
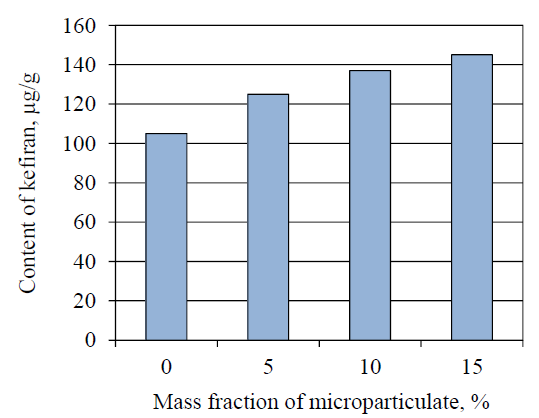
One of factors responsible for the kefir dietary properties is the presence of kefiran, the specific polysaccharide [27]. An increase in the microparticulate mass fraction contributed to the enhancement of kefiran synthesis by kefir fungi microorganisms (Fig. 6) due to an increase in their nutritional factors.
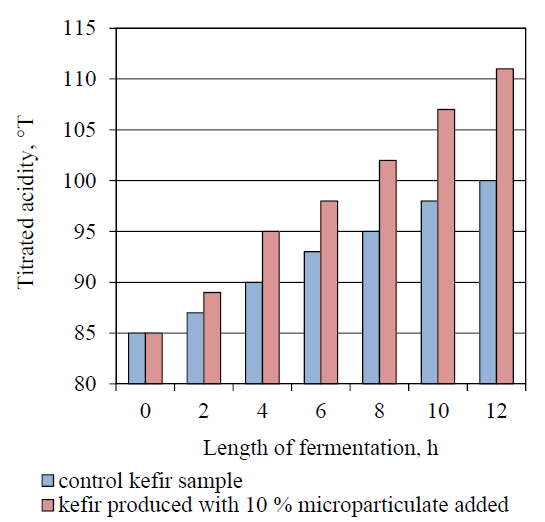
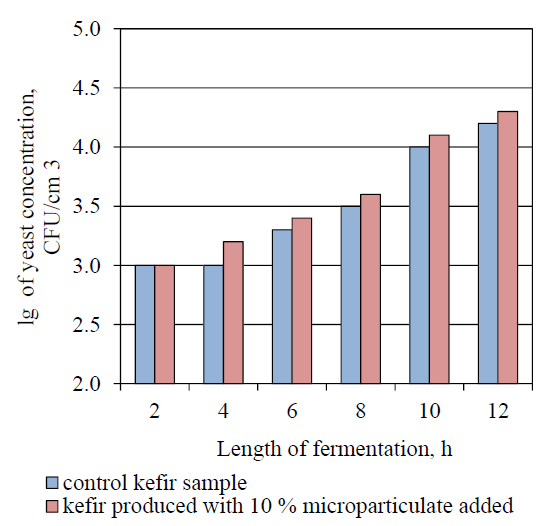
Introduction of the microparticulate intensified the growth of the kefir titrated acidity (Fig. 7) and resulted in lactic acid microorganism and yeast development during maturation (Fig. 8).
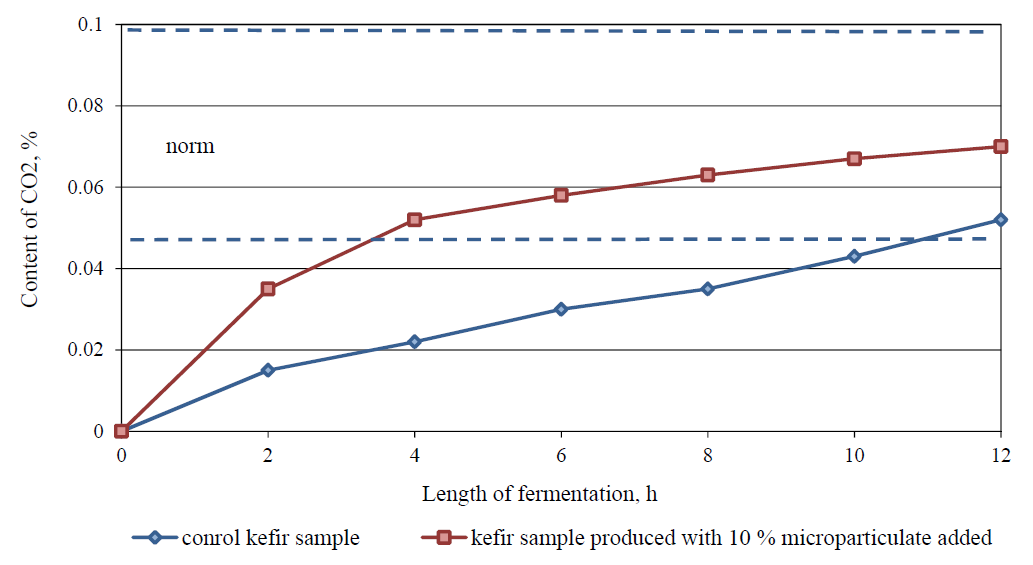
The microparticulate intensified carbon dioxide formation that is responsible for the refreshing taste of the drink (Fig. 9). At the same time, its content did not exceed the standard values with no flaws in taste and consistency of the finished product.
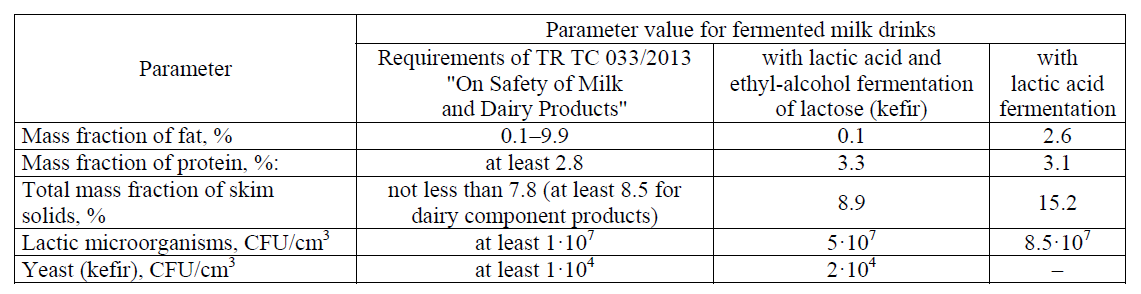
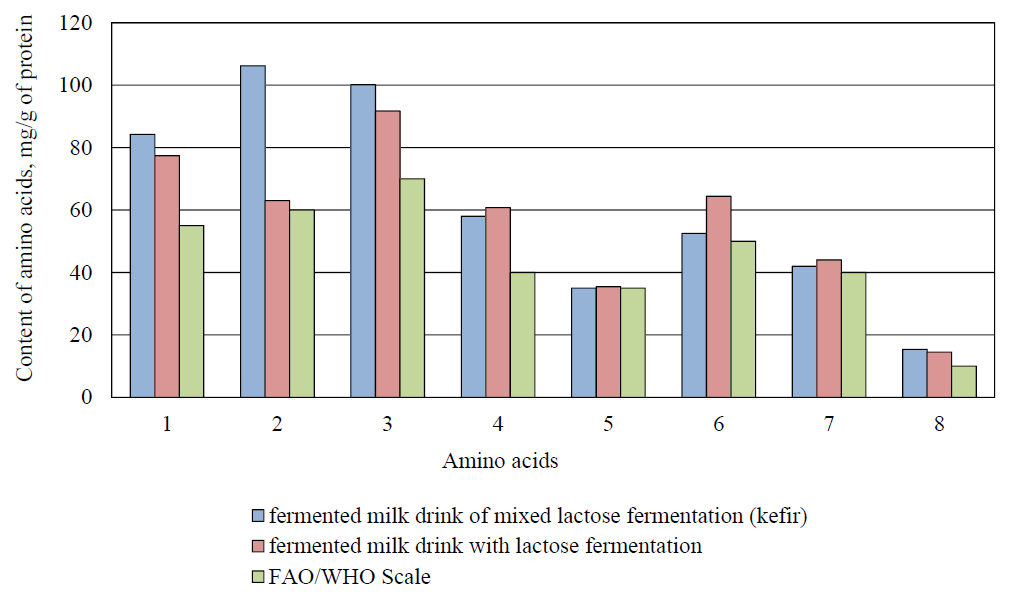
Formulations of kefir and fermented milk drink are proposed with lactose homofermentation using 10% caseic whey microparticulate. The developed products have standard quality parameters that meet requirements of the Technical Regulations of the Customs Union 033/2013 "On Safety of Milk and Dairy Products" (Table 2). Organoleptic properties of fermented milk drinks developed are similar to products with high mass fraction of fat; they are creamy and thick in consistency which is achieved without any stabilizers. The developed fermented milk products are characterized with the balanced amino acid composition and high biological value (Fig. 10).
The death of rodents on samples of fermented milk with caseic whey microparticulate during chemical and toxicologic tests at 14 days of monitoring was not registered. Thus, the developed fermented milk products refer to low-toxic chemicals of Class 4. No eye disorders were reported during the study of allergenic properties for the entire observation period in test animals. When assessing the absorption through skin, test white rats did not show any change in the tail skin, no lethal cases and signs of intoxication were reported. The obtained results indicate that fermented milk drinks with the caseic whey microparticulate do not have skin-resorptive and allergenic properties. No cases of negative effect on certain organs, systems and, in general, the body of test animals were reported during the tests.
The presence of curdled whey microparticulate slightly increased the antagonistic activity of kefir starter against pathogenic microorganisms (Fig. 11).
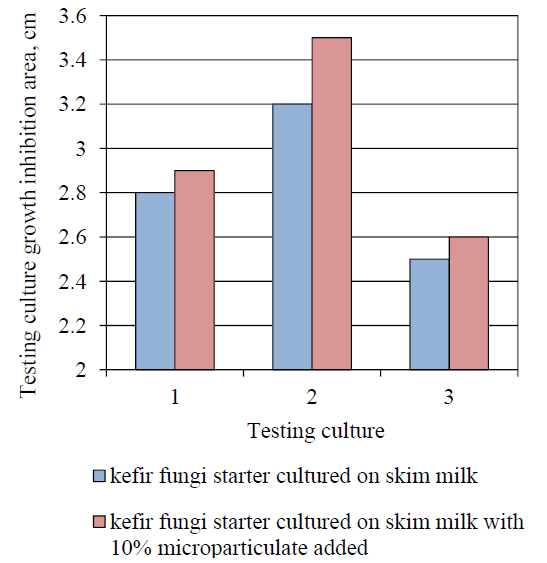
This action of the microparticulate is likely explained by the increased fraction of lactic acid, the known antagonist of pathogenic microflora.
Ethanol, propanal, acetone, diacetyl, ethanol were identified in the gas phase of the developed drinks. The typical odor of the fermented milk with lactic fermentation is due to the content of ethanal and diacetyl. Ethanol adds the pleasant refreshing taste to the mixed fermented drink.
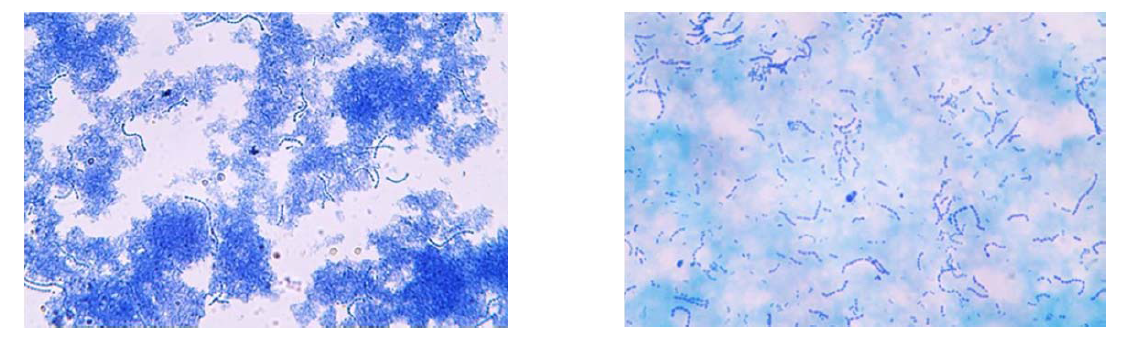
A typical feature of fermented drink microstructure with the caseic whey microparticulate is the protein material broadly available as clusters or flakes of various sizes and microorganisms that make up ferments. So, typical representatives of the kefir starter microflora were identified at medium increases in kefir (Fig. 12). The group was lactate streptococci prevailed consisting of active acid formers and aroma-forming bacteria. Their number in test sample preparations is visually greater than in the control ones. Single yeast cells of round and oval form were found almost in all fields of vision.
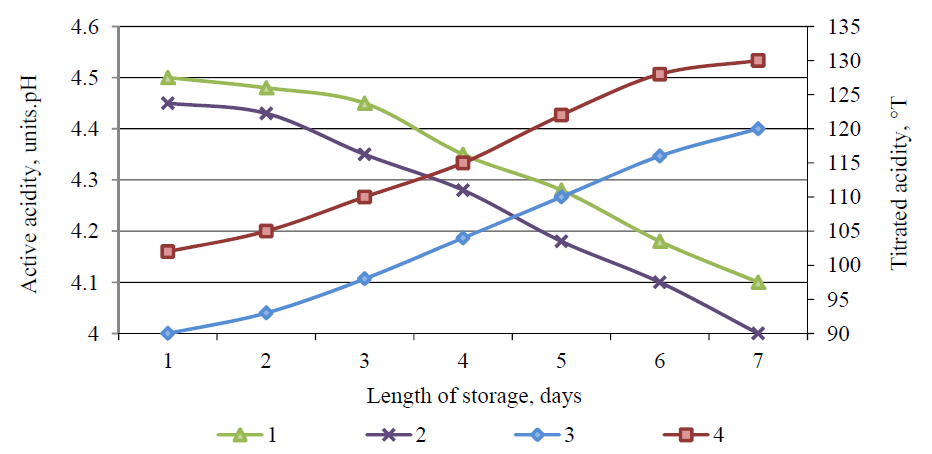
To define the expiration date, organoleptic, physical and chemical (microbiological) properties were determined in samples of developed fermented milk drinks assigned for storage. It was found that the guaranteed shelf life of fermented milk drinks at the temperature of (4 ± 2)°С is 5 days.
Production schemes for fermented milk drink have been developed and customized to the HACCP system that consider introduction of supplementary operations to obtain the caseic whey microparticle (Fig. 14).
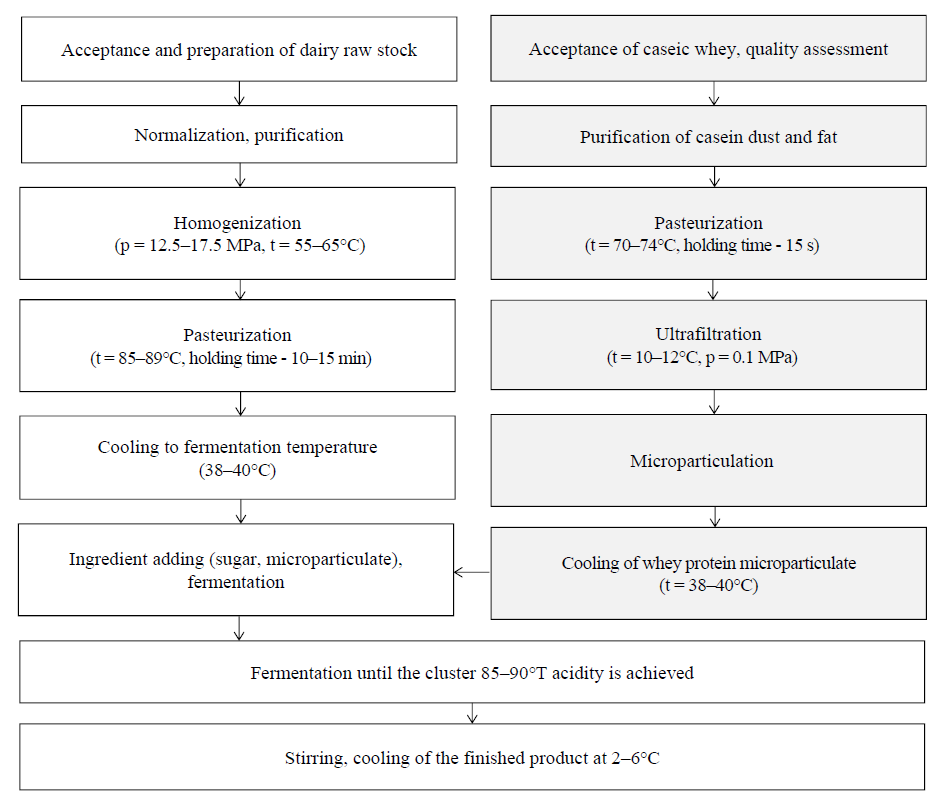
The hardware design includes the standard equipment of milk processing plants and does not result in confusing of drink production processes.
ВЫВОДЫ
The process of microparticulation has been studied to be one of the most complicated raw stock for the dairy industry in the Russian Federation, that is, the caseic whey. The microparticulate regimes have been chosen to allow production of whey protein microparticulates of different composition and properties. Starter cultures have been selected for the fermented drink with lactose and sucrose fermentation to allow active acid formation, high viscosity and good organoleptic properties of the finished product. We managed to identify the rational mass fraction of the micropariculate for the drink with lactose homofermentation during the study of the gelling process with acidic coagulation, as well as the properties of the resulting cluster. We evaluated the impact of the microparticulate on production process and the quality of the fermented milk with mixed lactose fermentation. Its rational mass fraction was 10%. The use of caseic whey microparticulate in the composition of developed fermented milk products increases their biological value, adds to shorten the process length due to fermentation acceleration; improves organoleptic properties of fermented milk drinks, including fat-free ones. We studied of composition, quality and safety parameters of fermented milk drinks with the caseic whey microparticulate to be able to conclude on their nutritional value for the Russian population. These technologies developed in the course of researches allow addressing the important dairy industry issue, namely, the use of by-product (caseic whey) as the full-value stock.
СПИСОК ЛИТЕРАТУРЫ
- Gavrilov G.B. and Kravchenko E.F. Ways of the efficient application of whey. Dairy industry, 2012, no. 7, pp. 47-49. (In Russian).
- Evdokimov I.A. Current methods of milk whey membrane processing at centralized entity. Milk Processing, 2012, no. 4, pp. 34-36. (In Russian).
- Khramtsov A.G. Novatsii molochnoy syvorotki [Milk whey innovations]. St. Petersburg: Professija Publ., 2016. 490 p.
- Khramtsov А.G. Fenomen molochnoy syvorotki [Milk whey phenomenon]. St. Petersburg: Professija Publ., 2011. 900 p.
- Damodaran S. and Paraf A. (eds) Food Proteins and Their Applications. Boca Raton: CRC Press LLC, 2007. 694 р.
- Hurley W.L. Milk protein. Vol. 1. Rijeka, Croatia: InTech, 2012. 352 p.
- Evdokimov I.А., Volodin D.N., Mikhneva V.А., et al. Curds and curds products with milk whey and its components. Dairy industry, 2011, no. 11, pp. 62-63. (In Russian).
- Smirnova I.A., Lobacheva E.M., and Gulbani A.J. Applying of microparticiulated whey proteins in milk products. Dairy industry, 2014, no. 6, pp. 28-30. (In Russian).
- Smirnova I.A., Romanovskaya I.V., and Shtrigul V.K. Method of obtaining microparticulated casein and the possibility of its application in the production of nonfat fermented milk products. Foods and Raw Materials, 2013, vol. 1, no. 1, pp. 26-32. DOI: 10.12737/1514.
- Melnikova E.I. and Stanislavskaya Е.B. Mikropartikulyaty syvorotochnykh belkov kak imitatory molochnogo zhira v proizvodstve produktov pitaniya [Whey protein microparticulates as milk fat imitators in food production]. Fundamental research, 2009, no. 7 (application), pp. 23-23. (In Russian). Available at: http://www.fundamentalresearch.ru/en/article/view?id=2108 (accessed 7 October 2016).
- Singer N.S. and Dunn J.M. Protein microparticulation: The principle and the process. The Journal of the American College of Nutrition, 1990, vol. 9, no. 4, рр. 388-397. DOI: 10.1080/07315724.1990.10720397.
- Hayakawa J., Yamada Y., and Fujio Y. Microparticulation by jet mill grinding of protein powders and effects of hydrophobicity. Journal of Food Science, 1993, vol. 58, no. 5, рр. 1026-1029. DOI: 10.1111/j.1365-2621.1993.tb06104.x.
- Cheftel J.C. and Dumay E. Microcoagulation of proteins for development of “creaminess”. Food Reviews International, 1993, vol. 9, no. 4, pp. 473-502. DOI: 10.1080/87559129309540975.
- Roller S. and Jones S.A. (eds) Handbook of Fat Replacers. Boca Raton: CRC Press LLC, 1996, 295 p.
- Dymar O.V. Technological aspects of applying microparticulates of whey proteins at milk products manufacturing. Dairy industry, 2014, no. 6, pp. 18-21. (In Russian).
- Melnikova E.I., Stanislavskaya E.B., and Korotkov E.G. Preparation and use of whey proteinmicroparticulate in synbiotic drink technology. Foods and Raw Materials, 2015, vol. 3, no. 2, pp. 96-104. DOI: 10.12737/13125.
- Cheirsilp B., Shimizu H., and Shioya S. Modelling and optimization of environmental conditions for kefiran production by Lactobacillus kefiranofaciens. Applied Microbiology and Biotechnology, 2001, vol. 57, no. 5-6, pp. 639-646. DOI: 10.1007/s00253-001-0846-y.
- Dubois M., Gilles K.A., Hamilton J.K., et al. Colorimetric method for determination of sugars and related substances. Analytical Chemistry, 1956, vol. 28, no. 3, pp. 250-356. DOI: 10.1021/ac60111a017.
- Enikeev R.R., Boboshko D.N., Rudenko E.Yu., and Zimichev A.V. Level of the polysaccharide produced by lactic acid bacteria in kefir. Dairy industry, 2010, no. 7, pp. 64-65. (In Russian).
- Sandoval-Castilla O., Lobato-Calleros C., Aguirre-Mandujano E., and Vernon-Carter E.J. Microstructure and texture of yogurt as influenced by fat replacers. International Dairy Journal, 2004, vol. 14, no. 2, pp. 151-159. DOI:10.1016/S0958-6946(03)00166-3.
- Yazici F. and Akgun A. Effect of some protein based fat replacers on physical, chemical, textural, and sensory properties of strained yoghurt. Journal of Food Engineering, 2004, vol. 62, no. 3, pp. 245-254. DOI: 10.1016/S0260-8774(03)00237-1.
- Lobato-Calleros C., Martínez-Torrijos O., Sandoval-Castilla O., et al. Flow and creep compliance properties of reduced-fat yoghurts containing protein-based fat replacers. International Dairy Journal, 2004, vol. 14, no. 9, pp. 777-782. DOI: 10.1016/j.idairyj.2004.02.012.
- Torres I.C., Janhøj T., Mikkelsen B.T., and Ipsen R. Effect of microparticulated whey protein with varying content of denatured protein on the rheological and sensory characteristics of low-fat yoghurt. International Dairy Journal, 2011, vol. 21, no. 9, pp. 645-655. DOI: 10.1016/j.idairyj.2010.12.013.
- Dissanayake M., Liyanaarachchi S., and Vasiljevic T. Functional properties of whey proteins microparticulated at low pH. Journal of Dairy Science, 2012, vol. 95, no. 4, pp. 1667-1679. DOI: 10.3168/jds.2011-4823.
- Liu K., Tian Y., Stieger M., et al. Evidence for ball-bearing mechanism of microparticulated whey protein as fat replacer in liquid and semi-solid multi-component model foods. Food Hydrocolloids, 2016, vol. 52, pp. 403-414. DOI: 10.1016/j.foodhyd.2015.07.016.
- Korzhov R.P., Ponomarev А.N., Melnikova Е.I., and Bogdanova Е.V. Selection of starter cultures for kefir product with reduced allergenicity. Dairy industry, 2015, no. 4, pp. 30-31. (In Russian).
- Kwon O.K., Ahn K.S., Lee M.Y., et al. Inhibitory effect of kefiran on ovalbumin-induced lung inflammation in a murine model of asthma. Archives of Pharmacal Research, 2008, vol. 31, no. 12, pp. 1590-1596. DOI: 10.1007/s12272-001-2156-4.
