

Аннотация
Introduction. Jerusalem artichoke is a valuable low-maintenance crop whose tubers contain vital nutrients and prebiotics. We propose using Jerusalem artichoke powder as a functional nutrient in the formulation of food products.Study objects and methods. We studied the influence of vacuum, vibration, and grinding on the kinetics of drying Jerusalem artichoke tubers of a “Skorospelka” variety in the laboratory vacuum vibromixing mill dryer (VVMD).
Results and discussion. The rate of drying in the VVMD was almost 5.5 times as high as that of convective drying. The kinetic curves showed that grinding provided a period of decreasing drying rate until almost complete drying. Vibration drying in the VVMD was twice faster than vacuum drying. The comparison of theoretical and experimental data on moisture and drying time revealed good adequacy. The NMR analysis of changes in the molecular mobility of the samples obtained in the VVMD showed an implicit twocomponent spectrum, indicative of low moisture. The chemical analysis of the tubers and powders by standard methods confirmed that the proposed gentle technology (fast drying at 30°C) preserved 86% of inulin.
Conclusion. Jerusalem artichoke powder obtained in the VVMD can be used in different branches of the food industry due to its long shelf life, low consolidation, and no caking, with residual moisture of 6.1%.
Ключевые слова
Jerusalem artichoke, tubers, bioactive ingredients, powder, mill dryer, vibration, vacuum drying, NMR, inulinВВЕДЕНИЕ
The demand for functional foods has grown significantly over the past decades. This trend is primarily due to people’s desire to consume food of better quality. Functional foods contain physiologically active substances that produce medical and biological effects on our bodies. These health benefits make the development of functional foods a priority in the modern food industry.
Jerusalem artichoke (Helianthus tuberosus L.) is one of the most common ingredients in therapeutic, preventative, and rehabilitation diets. Jerusalem artichoke, also called earth apple (or over 100 other names), is a valuable plant that has several advantages over traditional agricultural crops. For example, it is highly resistant to frost, pests, and diseases. In the nonchernozem zone, its yields can reach 40 t/ha for plants and 65 t/ha for tubers [1, 2]. The commercial production of Jerusalem artichoke in Russia covers an area of only about 3000 ha, compared to 700000 ha in the USA and 500000 ha in France.
Traditionally, Jerusalem artichoke has been eaten raw or used as animal feed. In recent years, however, scientists have discovered some alternative uses. Low cultivation costs make Jerusalem artichoke a promising plant for biofuel production [3, 4]. Pharmacologists use this crop as a source of bioactive compounds [5, 6]. Other studies focus on its potential for obtaining organic acids such as lactic, butyric, and citric [7–9].
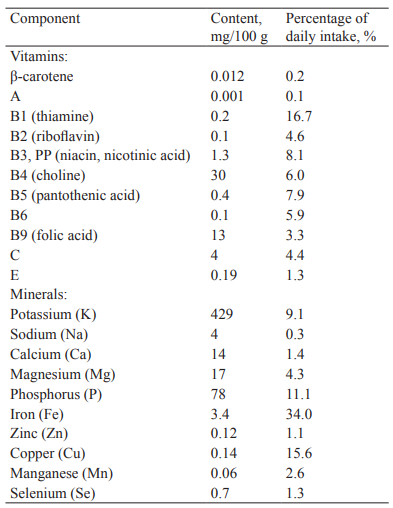
Due to the rich chemical composition, Jerusalem artichoke tubers are a valuable ingredient in functional food production [10]. They contain vital nutrients and prebiotics, especially inulin, a polyfructosan with a low glycemic index [11]. Also, the tubers contain pectin substances, vitamins, as well as macro- and microelements (Table 1).
Jerusalem artichoke tubers do not have a long shelf life, even under optimal conditions. This is due to the decomposition of biologically valuable substances caused by their own enzymes [13, 14]. Powdering the tubers expands the scope of their uses in the food industry [15–17]. The advantages of food powders include a small volume, low weight, and a high concentration of nutrients. 180–190 g of Jerusalem artichoke powder is nutritionally equivalent to 1 kg of raw tubers. Jerusalem artichoke powder has a rich chemical composition and, therefore, unique properties. It is introduced into food products to improve metabolism and fight diseases such as diabetes, atherosclerosis, and obesity. Such nutrition is also recommended for increased physical and psychoemotional stress, underperformance, and chronic fatigue syndrome. Finally, it is used to strengthen the immune system, as well as prevent and treat acute and chronic infectious diseases.
The existing technologies for producing powders involve drying the feedstock and its subsequent grinding. Intensifying thermal processes by increasing temperatures has its limitations due to the thermolability of valuable components. High temperatures and long processing times cause significant chemical transformations in the components [18]. These changes lead to losses of bioactive compounds and decrease the quality of finished products. Therefore, we need to find ways to intensify the drying of the feedstock and preserve its useful properties. Among well-known methods are vacuum drying, increasing the particle fineness of the material, as well as non-traditional methods (freeze drying, microwave drying, infrared drying, etc.) [19–21].
In this paper, we propose combining vacuum drying and vibration grinding in one apparatus to produce Jerusalem artichoke powder [22, 23]. Vacuuming helps increase moisture evaporation at low temperatures to preserve the valuable components of the feedstock. Vibromixing helps equalize temperature and humidity in the apparatus. Using grinding media increases the constant drying rate period to almost complete dehydration of the product.
We aimed to study the kinetics of drying Jerusalem artichoke tubers in a vacuum vibromixing mill dryer (VVMD) and to determine the chemical composition of the resulting powder.
To achieve this aim, we set the following objectives:
– study the influence of vacuum, vibration, and grinding
on the kinetics of drying Jerusalem artichoke tubers;
– construct experimental drying curves and drying rate
curves for Jerusalem artichoke tubers;
– provide a mathematical description of drying in the
VVMD;
– analyze changes in the molecular mobility of the
feedstock and the powders obtained under different
drying conditions;
– determine the chemical composition of the feedstock
and the powder obtained in the VVMD;
– assess the effectiveness of the developed technology
compared to other methods of drying Jerusalem
artichoke tubers; and
– suggest promising directions for the commercial
application of the obtained powder.
ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЯ
Samples preparation. The study object was Jerusalem artichoke (Helianthus tuberosus L.) of a large-fruited “Skorospelka” variety harvested in 2018. Its spherical tubers have smooth white skin (Fig. 1).

For drying and chemical analysis, we used tubers without defects with an average weight of 60 g. After harvesting, the tubers were washed, dried, and sealed in polypropylene bags. They were kept at 4 ± 2°C and relative humidity of over 98% for no longer than a week. 10 ± 0.5 g portions of washed and cleaned Jerusalem artichoke tubers were cut into pieces of 10×10×10 mm.
Chemical analysis. The chemical composition of raw Jerusalem artichoke tubers and the resulting powder was analyzed by standard methods: moisture and ash were determined by the gravimetric method; protein was calculated as nitrogen content multiplied by 6.25 using the micro-Kjeldahl method (Pro-Nitro A, J.P. Selecta, Spain) [14]; fat was measured by the Soxhlet method; and inulin was quantified by the BertrandOfner method. The experiments were carried out in triplicate, and the measurements were recorded as a mean ± standard deviation.
Experimental mill dryer. A flow diagram of the laboratory vacuum vibromixing mill dryer (VVMD) is shown in Fig. 2. The apparatus has a cylindrical body which oscillates on eight flexible supports with the help of a vibrator and a drive. Discs with debalances are mounted at the ends of the vibrator shaft, which runs along the central axis of the body. A heating jacket is used to heat the dryer. In the upper part of the body, there is a hopper for feeding raw materials. The feedstock is dosed by volume.
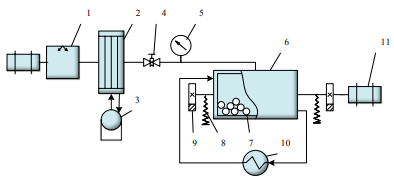
Hot water was used as a heat carrier in the jacket of the apparatus. A Wilo Star-RS 15/2-130 circulation pump (WILO SE, Dortmund, Germany) was used to pump hot water from a boiler with a built-in thermostat (Ariston, Italy). The temperature was controlled by an IT-17-C digital thermometer (Exis, Moscow) with a TSP 100 thermocouple installed inside the body. To create a vacuum, we used a STEGLER 2VP-1 singlestage vacuum pump (PRC); the vacuuming degree was monitored by a DV-05-01 vacuum gauge (Steklopribor, Ukraine). A throttle valve was used to regulate the degree of vacuum in the dryer.
The vibration amplitude that depends on composite debalances was measured with a manual VR-1 vibrograph (Vibropribor, Taganrog, Russia). The oscillation frequency was determined by a number of turnings made by the vibrator shaft and was recorded by a ST-5 stroboscopic tachometer (Analitpribor, Tbilisi, Georgia). Grinding media are balls and rollers sized 10–15 mm. The volumetric ratio of feedstock and grinding media was 1:1 (hereinafter referred to as the “charge”).
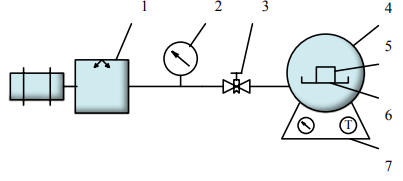
For comparative analysis, we conducted additional experimental studies using traditional methods of drying Jerusalem artichoke. For convective drying, we used a SNOL 58/350 cabinet for drying under atmospheric pressure (Umega-group, Utena, Lithuania), while vacuum drying (Fig. 3) was carried out in a VTSh-K27-250 vacuum drying cabinet (AKTAN VACUUM, Fryazino, Russia).
Experimental procedure. Our experimental studies
of drying Jerusalem artichoke tubers included:
– drying in the VVMD without vibration;
– drying in the VVMD with vibration;
– drying in the VVMD with grinding;
– convective drying under atmospheric pressure; and
– drying in a vacuum cabinet.
In all the experiments, the samples were dried at a constant temperature of the heating wall at 80 ± 1°C. Vacuum drying was carried out at a residual pressure in the drying cabinet within 100 mm of mercury. The samples were periodically weighed on a VIBRA AJH-420CE balance (accuracy class II; Shinko Denshi Co., Ltd, Japan) until a constant weight was achieved.
Based on the experimental data, we calculated the drying parameters as:
![]()
where W is moisture content of the material, g moisture/g dry material; Pw is wet weight, g; and Pd is dry weight, g;
![]()
where ΔW is changed moisture content during drying, g moisture/g dry material:
![]()
where N is the drying rate, h–1 and Δ τ is the time interval between measurements, h.
Statistical processing of results. The Mathcad software package (Prime 3.0 + Axum S-PLUS Script; PTC, Boston, Massachusetts, USA) was used for the analysis of variance (ANOVA). The significance of differences in the means was analyzed using the Duncan multiple range test (DMRT) at P ˂ 0.05.
Mathematical description of drying in the vacuum vibromixing mill dryer. We calculated the kinetics of drying with simultaneous grinding. Due to a continuous renewal of the evaporation surface, most moisture was removed during the constant drying rate period. Therefore, we assumed that the period of the falling rate could be neglected. Vacuum drying in the constant rate period was clearly determined by the pressure in the working chamber.
The heat supplied to the material from the heating wall was used to heat the material and evaporate moisture. The amount of heat Qcond supplied from the source to the material was calculated as:
![]()
where αcond is the heat transfer coefficient for conductive heat supply from the heating wall, kJ/(m2∙°С); is the con-tact surface, m2; Twall, Tm are the temperatures of the heating wall and the material, respectively, °С.
The period of heating the material is short due to vibration mixing [24]. Therefore, we could exclude the stage of material heating from our calculations. During the constant drying rate period, the heat from the heating wall was spent only on water evaporation. Thus, the heat balance equation was as follows:
![]()
where r is the specific heat of vaporization of moisture, kJ/kg.
The temperature of the material to be dried depends on the pressure in the apparatus, which is kept constant. When a particle contacts the heating wall, it acquires a similar temperature. Due to vibration mixing, the particle moves away from the wall into the chamber, giving off its heat to the entire charge. Then, it acquires the temperature of the material in the chamber until the next contact with the heating wall.
The heat transfer coefficient between the heating wall and the material changes as follows:
![]()
where λf is the thermal conductivity of the charge, W/(m∙K); ρf is the density of the charge, kg/m3; cf is the heat capacity of the charge, J/(kg∙K); τconst is the period of contact between the charge and the heating vibrating surface, s.
Moisture content and particle size also change during the drying process. A change in moisture leads to a change in thermophysical characteristics. Grinding and drying reduce the volume of the charge in the chamber. This leads to changes in the ratio between grinding media and drying material. The density and heat capacity of the charge are calculated according to the changed ratio.
The thermal conductivity of the charge is determined as:
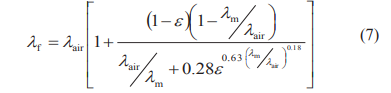
where ε is the charge porosity; λm, λair are the thermal conductivities of the material and air, respectively.
Under vibration, the vibrating fluid bed porosity differs from that of the fixed bed. For the charge, it is deter-mined from the criterion equation [26] as:
where ρmdeq2ω/μm=Re is the Reynolds criterion for mixed particles; ρm is the density of the material, kg/m3; μm is the dynamic viscosity of the material, Pa∙s; mm/Rdr3ρm is the filling degree; Rdr is the radius of the dryer body, m; mm is the weight of the material, kg; Aω2/g=Fr is the Froude criterion; ω is the angular speed of rotation of the vibrator shaft, 1/s; A is the vibration amplitude, m; rg is the radius of the center of gravity of the charge, m; deq is the equivalent particle diameter, which changes during drying due to constant grinding, obtained from:
As the volume of the material decreases, so does the active surface of its contact with the heating wall. At the beginning of drying, the filling factor is equal to one. Due to vibration mixing, in 1–2 min, the material gets evenly redistributed among the grinding media. At this point, the entire hot surface of the body is in contact with the charge. Then, due to grinding and lower moisture, the material decreases in volume, resulting in a smaller contact surface. When moisture is less than 30%, the charge begins to circulate intensively. The contact surface is calculated from the charge flight and sliding times according to the theory of interaction between the material and the vibrating body [25].
The period of contact between the charge and the heating surface τcont is determined by the interaction between the charge and the body of the apparatus as the moisture and volume decrease:
![]()
![]()
![]()
The rate of liquid evaporation is calculated as:
![]()
The vapor density is calculated according to the Clapeyron equation:
![]()
Inserting Egs. (13) and (14) into Eg. (12) leads to:
![]()
With Eg. (5) taken into account, the heat and mass transfer is calculated as:


– working parameters: D=0.6 m; Twall=80°С; Ps=1333 Pa; ω=150.72 1/s; A=4.5∙10–3 m; Qpump=0.003 m3/s; Finitial=18.3∙10–3 m2; Ffinal=7.32∙10–3 m2; minitial=0.9 kg; mfinal=0.6 kg;
– thermophysical characteristics of the feedstock: λm=0.6 W/(m∙K), ρm=1015 kg/m3, cm=3.60 kJ/(kg∙К);
– thermophysical characteristics of the initial charge (feedstock and grinding media): λf,initial=24.05 W/(m∙К); ρf,initial=4433 kg/m3; cf,initial= 2.05 kJ/(kg∙К).
Nuclear Magnetic Resonance (NMR) study. We studied changes in the molecular mobility of original Jerusalem artichoke and its powders obtained by different drying methods. For this, we performed the wide-line (low resolution) NMR on a standard RYa-2301 radio spectrometer (Russia) at 16.2 MHz.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Mathematical description of drying. Visual observations of the drying and grinding of Jerusalem artichoke (Helianthus tuberosus L.) in the vacuum vibromixing mill dryer (VVMD) showed the following results. After ten minutes, the pieces of Jerusalem artichoke turned into a wet puree, which proved that the grinding was much faster than drying. The initial particle size was not an important factor for producing powder in this apparatus.
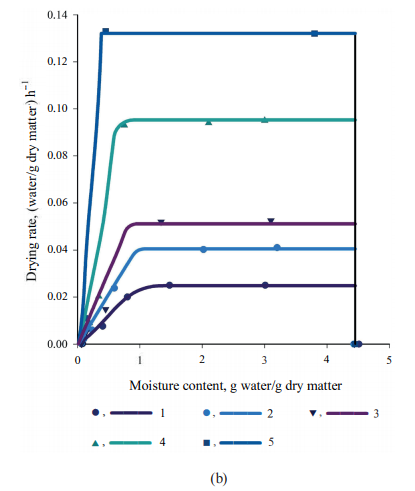
Fig. 4 shows drying curves and drying rate curves for Jerusalem artichoke tubers based on experimental and estimated data.
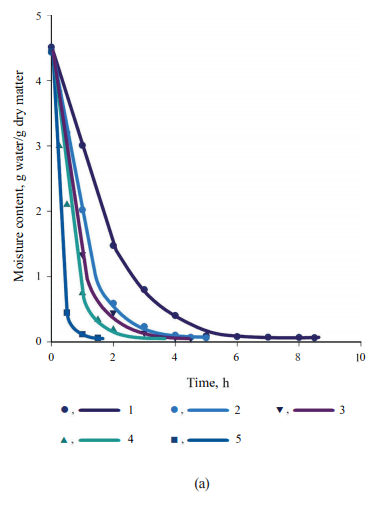
According to the curves for traditional drying methods, a decrease in pressure in the drying chamber to 100 mm of mercury increased the drying rate by a factor of 1.6–2.1. This was due to the fact that vacuum decreases the boiling point of liquid, making evaporation from the surface of the material more intensive.
Vacuum drying without vibration revealed the effect of the charge volume (mass ratio) on the drying rate. In the vacuum cabinet, the feedstock was laid out evenly in one layer without mutual contact. Therefore, drying in a vacuum oven was 1.30–1.35 times faster than in the VVMD with vacuum, but without vibration. The rate of vibro-vacuum drying was 3.7–3.8 times higher compared to the analogous process under atmospheric pressure and 1.9–2.0 times higher than under vacuum. Vibromixing intensified the heat and mass transfer between the hot wall and the charge. This was due to the redistribution of heated particles and the equalization of temperature and concentration fields of moisture in the charge.
The highest drying rate was observed when vibration was combined with grinding. The period of constant drying increased due to a continuous renewal of the evaporation surface until complete drying. Thus, our assumption of neglecting the falling rate period when modeling the process in the VVMD was justified. This method increased the drying rate by a factor of 5.4–5.5 compared to drying under atmospheric pressure.
We compared the estimated and experimental data to assess the adequacy of mathematical description. The average statistical error for the moisture content was ± 8% with a sample correlation coefficient of 0.953, while that for the drying time, ±10% with a sample correlation coefficient of 0.951.
NMR results. Figure 5 shows the qualitative analysis of Jerusalem artichoke powder according to the NMR spectra. The arrows indicate implicit narrow components.
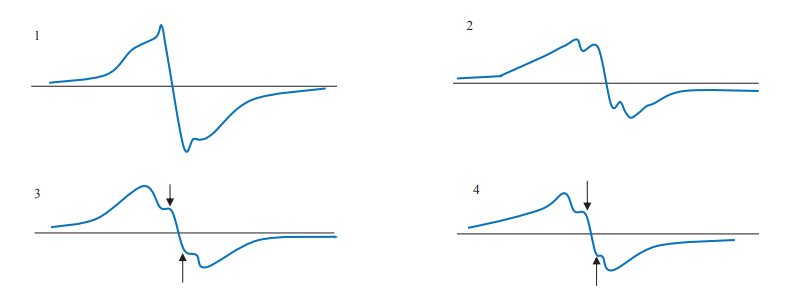
We analyzed the shape of the NMR spectra. According to the NMR theory, a complex spectrum is typical for samples containing proton groups, whose molecular mobility differs by 103–104. The narrow component refers to the proton groups of water contained in the initial Jerusalem artichoke sample. According to the results, the most complex shape of the NMR spectra was for the initial sample and the powder dried under atmospheric pressure. The samples obtained in the vacuum cabinet and in the VVMD featured implicit two-component NMR spectra. Also, the powders obtained under atmospheric pressure contained more moisture than those produced by vacuum drying or in the VVMD.
Taking into account the contribution of the narrow component, we calculated the parameters of the NMR spectra (Table 2). The wide component refers to all other proton groups of the initial Jerusalem artichoke and the dried powders.
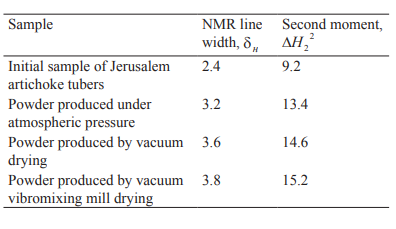
Moisture has a plasticizing effect on the system. A decrease in its amount leads to the appearance of local regions with long-range order (analogs of domains). It is these regions that determine the resulting molecular mobility in the system. Changes in the width of the NMR lines are associated with decreased molecular mobility of proton groups in the samples after drying. Structural changes in the Jerusalem artichoke after drying are also evidenced by an increase in the second moments of the NMR absorption line compared to the initial sample. A larger spread of local magnetic fields makes a significant contribution to the second moment of the NMR line, indicating a more rigid structure of the dried samples.
Chemical analysis. The chemical composition of raw Jerusalem artichoke tubers was a basis for a comparative analysis of the powders obtained (Table 3). The moisture content was 80.2% in the initial sample, 12.5% in the sample dried under atmospheric pressure, and only 6.1% in the sample obtained in the vacuum vibromixing mill dryer.
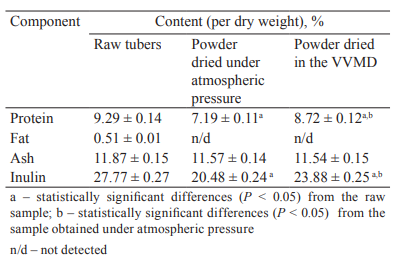
Inulin is the most valuable component of Jerusalem artichoke in functional nutrition. As we can see in Table 3, drying under atmospheric pressure caused a 26% loss of inulin, while drying at 30ºС in the VVMD, about 14%. Thus, a gentle mode of drying in the VVMD ensures good preservation of the target component.
Drying efficiency in the VVMD. We compared our results with those reported in the literature. Golubkovich et al. found that microwave drying of Jerusalem artichoke tubers, which lasted 2.75 h, was 2–3 times more intensive than convective drying, with final moisture under 10% [27]. Another study proposed infrared drying as a method that provides intensive and uniform moisture evaporation with the least loss of polysaccharides, including inulin [28]. To preserve inulin, Rubel et al. suggested using freeze drying [21]. However, in terms of energy efficiency, microwave drying (2.2–2.5 kW·h/kg removed moisture) and infrared drying (1.8–2.0 kW·h/kg removed moisture) can only be advisable for products with low moisture. Moreover, in both studies, the tubers were dried at 60°C. Freeze drying is also energy-intensive, requiring 2.2–3.7 kW·h/kg of removed moisture. Ermosh et al. dried Jerusalem artichoke using convective-vacuum-impulse drying [29]. In their study, the drying lasted 1.5 h (3 times as short as convective drying) at 70°C until the residual moisture reached 7–8%.
The technology of vacuum vibromixing mill drying
that we propose for Jerusalem artichoke tubers has the
following advantages over existing drying methods:
– high drying rate: 5.5 times as high as traditional
(convective) drying, with 6.1% final moisture;
– preservation of bioactive compounds (including inulin)
due to a low temperature (under 30°C);
– energy efficiency (1.2–1.3 kW·h/kg removed moisture)
due to drying and grinding in one apparatus;
– long shelf life, low consolidation, and no caking due to
low residual moisture; and
– no need to buy a additional grinder for the finished
product due to drying and grinding in one apparatus.
Prospects for industrial application.
1. Bakery products from grain flour [30, 31]. Adding
2% of Jerusalem artichoke powder to wheat flour during
yeast dilution enhances [31]:
– saccharifying and gassing abilities of the dough;
– gluten quality and elasticity;
– hydrophilic properties; and
– nutritional and biological value.
2. Flour confectionery. Adding 3% of Jerusalem
artichoke powder to flour mass in the formulation of
sugar and hard-dough biscuits promotes [31]:
– a larger volume of finished products;
– a more uniform structure when broken;
– lower density and better wetting;
– reducing sugar by 3%; and
– higher nutritional and biological value.
3. Instant porridges (oatmeal, buckwheat, etc.). Adding 10 to 20% of Jerusalem artichoke powder improves the sensory and functional properties of the grains and lowers their glycemic index [17].
4. Fermented milk products. Adding 2–2.5% of
Jerusalem artichoke powder to a normalized mixture
provides [32]:
– better functional properties;
– higher rate of acid formation and a shorter
fermentation time (up to 6 h); and
– an original taste of the finished product.
5. Substitute for raw meat. Adding 10 to 15% of
hydrated Jerusalem artichoke powder to the formulation
of meat products contributes to [33]:
– better uniformity and plasticity of minced meat;
– lower adhesive capacity of minced meat;
– higher stability of the product due to inulin; and
– higher content of dietary fiber.
ВЫВОДЫ
Our study led us to the following conclusions:
1. The experimental studies of the kinetics of drying Jerusalem artichoke tubers (Helianthus tuberosus L.) by various methods proved the effectiveness of vacuum vibromixing mill drying. In this case, the drying rate was almost 5.5 times as high as that of convective drying.
2. According to the kinetic curves, grinding provided a period of decreasing drying rate until almost complete drying. Drying was a time-limiting process.
3. Drying in the vacuum vibromixing mill dryer was approximately twice as fast as thin-layer vacuum drying.
4. The mathematical description of vacuum vibromixing mill drying showed good agreement with the experimental data. The degree of mismatch was less than 8% for the moisture content and 10% for the process time.
5. The wide-line (low resolution) NMR analysis of Jerusalem artichoke powders obtained by vacuum drying and in the vacuum vibromixing mill dryer showed implicit two-component spectra. This indicated a low content of proton groups of water, i.e. low moisture. The calculated widths of the NMR lines and the second moments clearly revealed their rigid structure.
6. Comparing the chemical compositions of powders obtained under atmospheric pressure and in the vacuum vibromixing mill dryer with that of the initial Jerusalem artichoke sample was of great importance for the preservation of nutrients and prebiotics. We found that our technology for powdering the tubers at max. 30°C preserved 86% of the initial amount of inulin.
7. The comparative analysis of various drying methods with the proposed technology confirmed its effectiveness. It provided a lower power consumption (1.2–1.3 kW·h/kg removed moisture) by combining drying and grinding in one apparatus. The low residual moisture (6.1%) ensured a long shelf life, low consolidation, and no caking.
8. Combining drying and grinding in one apparatus saves the capital and operating costs of additional grinding equipment.
9. Jerusalem artichoke powder can be used in the production of bakery, confectionery, dairy, and meat products. It improves the products’ technological indicators, sensory profile, and functional properties.
КОНФЛИКТ ИНТЕРЕСОВ
The authors declare that there is no conflict of interests related to this article.БЛАГОДАРНОСТИ
The authors thank Professor of Physics Vladimir Minkin from Kazan National Research Technological University for his assistance with the NMR study.ФИНАНСИРОВАНИЕ
Our study was carried out at the Department of Food Production Equipment at Kazan National Research Technological University (KNRTU).СПИСОК ЛИТЕРАТУРЫ
- Lisovoy VV, Pershakova TV, Victorova EP, Kupin GA, Aleshin VN. Characteristic and features of modern topinambur varieties. Polythematic Online Scientific Journal of Kuban State Agrarian University. 2016;(120):552–562. (In Russ.).
- Naliukhin AN, Glinushkin AP, Khamitova SM, Avdeev YuM. The influence of biomodified fertilizers on the productivity of crops and biological properties of soddy-podzolic soils. Entomology and Applied Science Letters. 2018;5(3):1–7.
- Kotsanopoulos KV, Ray RC, Behera SS. Jerusalem artichoke: An emerging feedstock for bioethanol production. In: Ray RC, Ramachandran S, editors. Bioethanol production from food crops. London: Academic Press; 2019. pp. 149–161. https://doi.org/10.1016/B978-0-12-813766-6.00008-4.
- Bhagia S, Akinosho H, Ferreira JFS, Ragauskas AJ. Biofuel production from Jerusalem artichoke tuber inulins: a review. Biofuel Research Journal. 2017;4(2):587–599. https://doi.org/10.18331/BRJ2017.4.2.4.
- Jantaharn P, Mongkolthanaruk W, Senawong T, Jogloy S, McCloskey S. Bioactive compounds from organic extracts of Helianthus tuberosus L. flowers. Industrial Crops and Products. 2018;119:57–63. https://doi.org/10.1016/j.indcrop.2018.03.060.
- Pan L, Sinden MR, Kennedy AH, Chai H, Watson LE, Graham TL, Kinghorn AD. Bioactive constituents of Helianthus tuberosus (Jerusalem artichoke). Phytochemistry Letters. 2009;2(1):15–18. https://doi.org/10.1016/j.phytol.2008.10.003.
- Ge X-Y, Qian H, Zhang W-G. Improvement of l-lactic acid production from Jerusalem artichoke tubers by mixed culture of Aspergillus niger and Lactobacillus sp. Bioresource Technology. 2009;100(5):1872–1874. https://doi.org/10.1016/j.biortech.2008.09.049.
- Huang J, Cai J, Wang J, Zhu X, Huang L, Yang S-T, et al. Efficient production of butyric acid from Jerusalem artichoke by immobilized Clostridium tyrobutyricum in a fibrous-bed bioreactor. Bioresource Technology. 2011;102(4):3923–3926. https://doi.org/10.1016/j.biortech.2010.11.112.
- Liu X-Y, Chi Z, Liu G-L, Wang F, Madzak C, Chi Z-M. Inulin hydrolysis and citric acid production from inulin using the surface-engineered Yarrowia lipolytica displaying inulinase. Metabolic Engineering. 2010;12(5):469–476. https://doi.org/10.1016/j.ymben.2010.04.004.
- Yang L, He QS, Corscadden K, Udenigwe CC. The prospects of Jerusalem artichoke in functional food ingredients and bioenergy production. Biotechnology Reports. 2015;5(1):77–88. https://doi.org/10.1016/J.BTRE.2014.12.004.
- Björck I, Liljeberg H, Östman E. Low glycaemic-index foods. British Journal of Nutrition. 2000;83(S1):S149–S155. https://doi.org/10.1017/S0007114500001094.
- USDA national nutrient database for standard reference, legacy release [Internet]. [cited 2019 Feb 10]. Available from: https://data.nal.usda.gov/dataset/usda-national-nutrient-database-standard-reference-legacy-release.
- Danilcenko H, Jariene E, Aleknaviciene P, Gajewski N. Quality of Jerusalem artichoke (Helianthus tuberosus L.) tubers in relation to storage conditions. Notulae Botanicae Horti Agrobotanici Cluj-Napoca. 2008;36(2):23–27.
- Cabezas MJ, Rabert C, Bravo S, Shene C. Inulin and sugar contents in Helianthus tuberosus and Cichorium intybus tubers: Effect of postharvest storage temperature. Journal of Food Science. 2006;67(8):2860–2865. https://doi.org/10.1111/j.1365-2621.2002.tb08829.x.
- Takeuchi J, Nagashima T. Preparation of dried chips from Jerusalem artichoke (Helianthus tuberosus) tubers and analysis of their functional properties. Food Chemistry. 2011;126(3):922–926. https://doi.org/10.1016/J.FOODCHEM.2010.11.080.
- Radovanovic A, Stojceska V, Plunkett A, Jankovic S, Milovanovic D, Cupara S. The use of dry Jerusalem artichoke as a functional nutrient in developing extruded food with low glycaemic index. Food Chemistry. 2015;177:81–88. https://doi.org/10.1016/J.FOODCHEM.2014.12.096.
- Baranova AG. Razrabotka tekhnologii sukhikh diabetiCheskikh produktov iz klubney topinambura [Design of technology for dry diabetic products from Jerusalem artichoke tubers]. Cand. eng. sci. dis. Krasnodar: Kuban State Technological University; 2015. 140 p.
- Kharkov VV, Nikolayev AN. Kinetics highlights of thermal decomposition during materials concentration in suspended drop layer. Scientific and Technical Volga region Bulletin. 2017;(5):33–37. (In Russ.). https://doi.org/10.24153/2079-5920-2017-7-5-33-37.
- Tsostsas E, Mujumdar AS. Modern drying technology. Volume 3: Product quality and formulation. Weinheim: Wiley-VCH Verlag & Co. KGaA; 2011. 430 p. https://doi.org/10.1002/9783527631728.fmatter3.
- Kharkov VV. Mathematical modelling of thermolabile solutions concentration in vortex chamber. Journal of Physics: Conference Series. 2018;980(1). https://doi.org/10.1088/1742-6596/980/1/012006.
- Rubel IA, Iraporda C, Novosad R, Cabrera FA, Genovese DB, Manrique GD. Inulin rich carbohydrates extraction from Jerusalem artichoke (Helianthus tuberosus L.) tubers and application of different drying methods. Food Research International. 2018;103:226–233. https://doi.org/10.1016/J.FOODRES.2017.10.041.
- Galiakberov ZK, Nikolayev AN, Galiakberova NZ. Method for preparing powders from vegetable raw materials. Patent RU 2064477C1. 1996.
- Dubkova NZ, Ivanova GI, Galiakberov ZK, Nikolayev NA, Dubkov IA, Safiullina RKh, et al. Vibration ball mill. Patent RU 2229340C2. 2002.
- Chlenov VA, Mikhaylov NV. Vibrokipyashchiy sloy [Vibro-boiling layer]. Mosow: Nauka; 1972. 340 p. (In Russ.).
- Dubkova NZ, Galiakberov ZK, Kozulina OV, Nikolaev AN. Vzaimodeystvie zagruzki s korpusom vibratsionnogo teplo- i massoobmennogo apparata [Interaction of the mass load with body of vibration heat and mass transfer apparatus]. Bulletin of the Technological University. 2010;(11):100–107. (In Russ.).
- Kafarov VV, Dorokhov I, Arutyunov SYu. Sistemnyy analiz protsessov khimicheskoy tekhnologii: izmelʹchenie i smeshenie [System analysis of chemical technology processes: grinding and mixing]. Moscow: Yurayt; 2018. 440 p. (In Russ.).
- Golubkovich AV, Pavlov SA, Levina NS. Kinetic study of microwave drying of topinambour. Machinery and Equipment for Rural Area. 2015;(9):24–27. (In Russ.).
- Levina NS, Kondratova TA, Bidey IA. Research of process of topinambur tubers drying at various ways of a power supply. Agricultural Machinery and Technologies. 20115;(2):16–19. (In Russ.).
- Ermosh LG. New technique for jerusalem artichoke drying. Bulletin of KSAU. 2012;65(2):217–221. (In Russ.).
- Naumova NL, Kameneva KS, Shchevʹeva KV. Ob ehffektivnosti primeneniya poroshka iz klubney topi-nambura v retsepture zernovogo khleba [On effectiveness of using of Jerusalem artichoke powder in recipe of grain bread]. Polzunovsky vestnik. 2019;(1):71–75. (In Russ.). https://doi.org/10.25712/ASTU.2072-8921.2019.01.013.
- Gonchar VV, Vershinina OL, Roslyakov YuF. Using the powder of Jerusalem artichoke tubers in the technology of bakery and flour confectionery products. Bread products. 2013;(10):46–47. (In Russ.).
- Drozdov RA, Kozhukhova MA, Barkhatova TV, Marenich AM. Optimizatsiya retseptury probioticheskogo kislomolochnogo napitka s dobavleniem pishchevykh volokon topinambura [recipe optimization of probiotic fermented milk drink with the addition of dietary fiber of Jerusalem artichoke]. Polzunovsky vestnik. 2016;(4–2): 4–11. (In Russ.).
- Zarubin NYu, Bredikhina OV. Perspektivy ispolʹzovaniya muki iz klubney topinambura v tekhnologii myasnykh produktov [Prospects for using of flour from Jerusalem artichoke tubers in meat technology]. Meat Technology. 2017;172(4):38–41. (In Russ.).
