

Abstract
Protein deficiency in the human diet is a widespread problem that affects all body systems. Nutrition adjustment appears to be one of the most effective ways to prevent this problem. This study was aimed at investigating the possibilities of using animal origin protein concentrates in bread baking industry.Study objects included five breads: one control and four samples containing protein concentrates. The test wheat bread samples contained 7, 9, and 11% of milk protein concentrate and 7% of whey protein concentrate to the mass of flour in the dough. Rheological parameters of the dough were obtained using an alveograph and a farinograph. The specific volume and sensory characteristics of the baked products as well as crumb deformation were evaluated. The nutritional value of two samples – control and with 9% of milk protein concentrate addition – was determined by calculation.
Whey protein concentrate had a negative influence on the dough rheology. Low water binding capacity and specific volume as well as hard crumb make the usage of this product in bread baking unacceptable. The palatability test showed that bread supplemented with 9% of milk protein concentrate had the best sensory characteristics, compared to control and other test samples (with 7 and 11% of this concentrate). The predicted protein content was equal to 11.6 g/100 g that is 35% higher than in the control sample. Consequently, milk protein concentrate has a potential to improve biological value of the bread that can be further helpful to prevent the protein deficiency.
Milk protein concentrate can be successfully used in the bread making process as an ingredient to correct the nutritional and biological value of baked products.
Keywords
Fortified bread, whey protein, milk protein, rheology, protein concentrateINTRODUCTION
Protein is one of the most important nutrients in the human diet, which functions are enzymatic, construction, protective, transport, and others [1]. Protein is a source of essential amino acids, which determine its biological value. The quality of the protein is evaluated with amino acid score – the ratio of essential amino acids content in the investigated protein to the similar essential amino acids in the reference one. Amino acid score equal to 100% indicates the optimal amino acid compositio nof the product. If the content of one or more essential amino acids is less than 100%, then these acids are considered as limiting, and the protein is named imperfect. An unbalanced diet leads to the disruption of the normal human body functioning and occurs, among other things, because of mono-diets, fasting, and vegetarianism. A diet based on the protein with one or a few limiting essential amino acids should beadjusted.
Enrichment of the food products with protein components is one of the current trends in the developing of the products aimed at preventing protein deficiency in the human diet. Such a mass-consumption product as bread, which is included in the daily ration of the majority of Russians, is promising for enrichment. In 2020, the consumption of bread products in the Russian Federation amounted to 116 kg per capita.
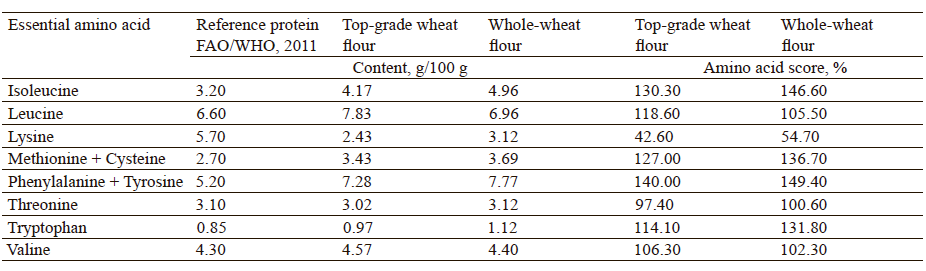
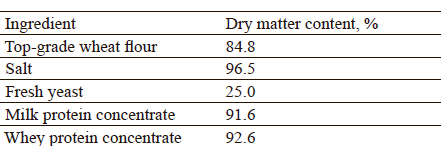
Wheat flour is one of the main ingredients in the bread formulation. Top-grade flour which is milled from soft wheat is mainly used for bread baking. The wheat grain itself contains 11.8 g of protein and all essential amino acids. As a result of milling wheat, various types of flour are obtained, namely, top, first, and second grade, as well as whole-wheat flour. At the same time, the content of protein, vitamins, and amino acids depends on the yield of the flour – the more the yield, the lower the content of these nutrients [2]. The topgrade wheat flour contains the least amount of these nutrients. The protein of this flour contains limiting essential amino acids, the most deficient of which are lysine and methionine (Table 1). The biological value of the whole-wheat flour is also imperfect due to the lack of lysine.
It is possible to provide a full-fledged amino acid composition of in bakery products by introducing highprotein components of plant or animal origin into the bread formulation. Pulses such as pea, soy, and chickpea are widely used for bread production fortification. For example, high-protein flour was obtained from pinto beans by grinding and extrusion. The 5% introduction of this flour instead of wheat flour allowed increasing the content of the essential amino acid lysine in the finished product by 48%. The dough resistance to kneading, which is an important parameter of the dough making process, has also increased [4]. The addition of soy protein in concentrations from 0 to 30% led to the decrease in the specific volume of bread from 2.61 to 1.31 cm3/g [5]. The decrease in the bread specific volume was caused by the addition of pea protein powder. With the maximum dosage of the additive equal to 25%, the volume of bread decreased by 116 cm3 relative to the control sample [6]. Consequently, the use of soy and pea proteins in baking leads to the lower visual volume and, as a result, the unsatisfactory sensory characteristics of the product.
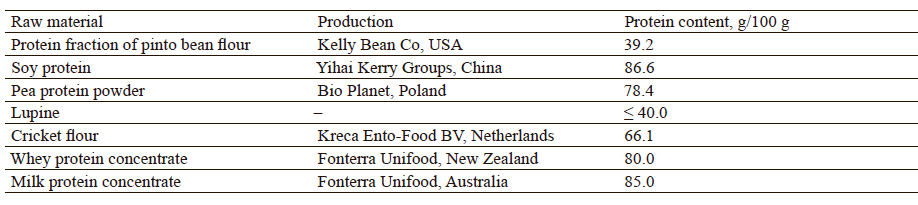
The alternative flours of different origin, namely, lint, lupine, and others are a great alternative to the pulses [6–9]. The addition of 10% pea protein powder instead of flour to bread made from buckwheat and flaxseed flour had no negative affect on the physical and chemical quality indicators of the dough. In the baked product, the index of essential amino acids increased from 34 to 40, and the protein content accounted for 17.1% [6]. The bread baked from a mixture consisting of 88.8% wheat flour, 8.2% low-fat soy flour and 3.0% whey protein concentrate resulted in bread with a high protein concentration with an increased content of available lysine [10]. Lupine seed protein is distinguished by a high protein content (for more information, see Table 2). The flour obtained from lupine seeds has found application in the production of short crackers, buns, and hard dough cookies [11]. In addition, cricket flour, Oncorhynchus tschawytscha L. fish powder, and others are potential raw materials for the development of high-protein bread [12, 13].
The use of the protein additives discussed above allowed increasing the total protein and lysine content in the finished product. Nevertheless, the specific volume, that determines softness, appearance, and sensory evaluation of the product, decreased. At the same time, plant origin proteins do not contain all essential amino acids and its digestive value is only 62–80%. Amino acid composition of animal origin proteins, as a rule, is full-fledged, and its digestibility is 93–96%. Thus, these albumens may act as a source of the lacking essential amino acids, which inclusion in the diet is necessary to maintain normal human body functioning.
Highly concentrated forms of milk protein – concentrates and isolates – contain up to 80–95% protein and are also perspective for products with functional properties [14, 15]. Milk protein concentrate is obtained from skimmed milk by ultrafiltration and subsequent spray drying. Whey protein concentrate is obtained from cheese whey using the similar technology. The products have a neutral creamy milk taste and are able to bind flavor components. Therefore, its use in baking can have a positive effect on the flavor of the finished product. Both concentrates also contain lactose which is a reducing sugar capable to react with amino acids due to which bakery products have an attractive color. Lactose is not fermented by the yeast Saccharomyces cerevisiae, that is why it is not changed during the fermentation process and remains in the same amount. Consequently, the color of the crust will be even more intense.
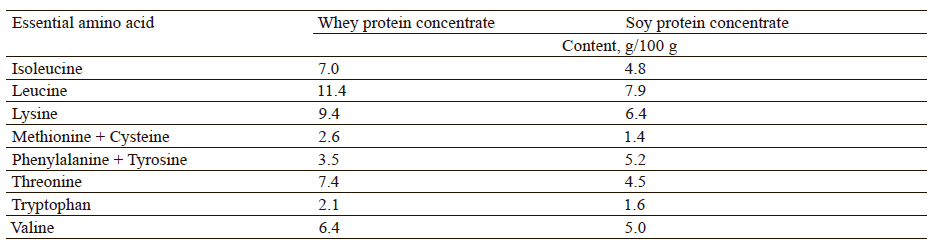
Milk and whey protein concentrates produced by Fonterra are distinguished by a high biological value. The protein content of these products is 85 and 80 g/100 g, respectively. At the same time, soy protein concentrate contains 71 (N×6.25) g of protein and all essential amino acids. The content of each essential amino acids in 100 g of protein, except for phenylalanine, is less than in whey protein [16]. Comparative amino acid composition of protein concentrates of animal and plant origin is presented in Table 3. According to the given data, whey protein concentrate has higher essential amino acids content, therefore, its use as a fortifier is more effective.
The aim of this research is to substantiate the possibility of using the animal protein products, namely, whey and milk protein concentrates as food additives improving the biological and techno-functional properties of bakery products.
STUDY OBJECTS AND METHODS
Wheat bread with 7, 9 and 11% of milk protein concentrate and 7% of whey protein concentrate as experimental samples as well as a control bread were made by single-phase method and then analyzed.
Materials. Wheat flour (Petersburg Mill Plant, St. Petersburg, Russia), fresh yeast (SAF-NEVA, Russia), salt, and tap water were used in the bread making process. Protein ingredients such as milk protein concentrate (MPC 485) and whey protein concentrate (WPC 450) were supplied by Unifood company.
Nutrient composition of materials. The nutrient composition of whey and milk protein concentrates was studied in the Fonterra laboratory using the following methods: moisture – express method (moisture meter MOC63u, Japan) according to State Standard 29246-91; protein (N×6.38) – State Standard 34454-2018; fat – State Standard ISO 1736-2014; lactose – State Standard 34304-2017; calcium and sodium – inductively coupled plasma optical emission spectrometry (ICPOES). The amount of protein in dry matter was defined by calculation.
The moisture content of the wheat flour was determined by the express method by drying in a moisture meter at 160°C, the nutrient composition was specified by the manufacturer.
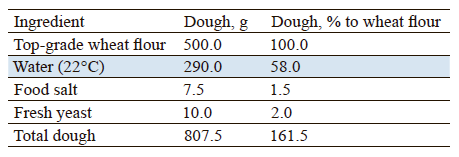
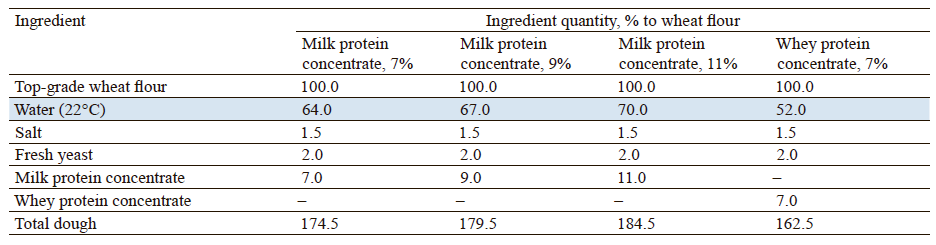
Bread dough preparation process. The introduction of raw materials in the form of protein concentrates changes the content of dry matter in the formulation mixture. Therefore, it is necessary to adjust the percentage of water required for kneading. The control sample was kneaded according to the formulation illustrated in Table 4. The dry ingredients were mixed for 1 min at speed 1 (Bear Varimixer, Denmark). Then water was gradually added, and kneading continued for 3 and 7 min at speeds 1 and 2, respectively.
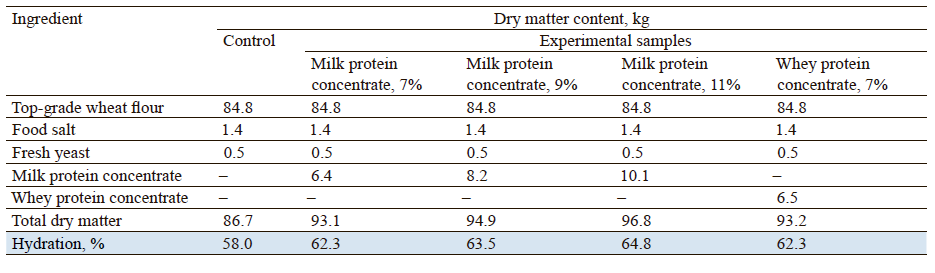
After this, the formulation was adjusted based on the dry matter amount which indicated in Table 5. Table 6 shows the content of dry matter in the formulation mixture per 100 kg of the flour. The percentage of other ingredients is demonstrated in Table 4. The theoretical hydration of the test samples was calculated based on the given hydration of the control sample equal to 58%. According to the data in Table 6, the addition of only 7% of both milk protein concentrate and whey protein concentrate allowed increasing the calculated water absorption capacity of the dough by 4.3%. The actual quantity of water added was determined using a farinograph. The final formulations of all samples are shown in Table 7.
Effect of protein concentrates on the dough quality. The influence of milk and whey protein concentrates on rheological properties of the dough was investigated. Protein ingredients and wheat flour were premixed according to the formulation (Table 1) and then analyzed. Bread baked with no addition of protein was chosen as a control sample.
Resistance to extension and extensibility. Dough extensibility (L) and resistance to extension (P) as well as the ratio of these values (P/L), that describe the viscoelastic properties of the dough, were measured using a Chopin alveograph (Chopin Technologies, Paris, France). Analysis was performed according to State Standard R 51415-99. The amount of water was calculated based on the moisture content of raw materials.
Water absorption and dough development during mixing. The moisture content of test samples was adjusted using a Brabender farinograph (Brabender, Duisburg, Germany) according to State Standard R 51404-99. The dough consistency of 500 FU guarantees the best possible processing properties. After adding the required amount of water, we measured water absorption of the dough, dough development time, stability (S1), and degree of softening 12 min after the curve maximum (DS ICC; fall in viscosity). The optimal amount of water was used in dough preparation process.
Baking process. After fermentation (30 min, 24°С) dough was separated into 250 g pieces, shaped and transferred into a bread pan. Then bread was placed in the proofing cabin (MIWE klima, Germany) for 70–80 min at t = 36°С and W = 75%. The bread was baked in a rotary oven (Revent, Sweden) for 22 min at t = 220°C (landing temperature 250°C). The samples were cooled for sixteen hours before analysis.
Effect of protein concentrates on techno-functional properties of the breads. Specific volume was measured by the displaced grain method according to State Standard 27669-88. Crumb texture was evaluated using a texture analyzer Structurometer ST-2 (Quality laboratory LLC, Russia). The method is based on measuring the crumb deformation under constant force.
Sensory evaluation of the breads. Palatability test was performed according to State Standard 5667-65 by the following criteria: overall appearance, crust color, crumb structure, flavor, and taste.
Impact of protein concentrates on the nutritional value of the breads. The nutritional value of the best and the control samples was calculated considering baking loss equal to 11%.
RESULTS AND DISCUSSION
Nutrient composition of materials. The nutrient composition of the used raw materials determines the nutritional value of the final product. The composition of the top-grade wheat flour and protein concentrates is illustrated in Table 8. The moisture content of the milk and whey protein concentrates at the moment of production was equal to 5.7 and 4.2%, respectively. Such low moisture content is conditioned by spray drying technology, during which the product is dehydrated to a moisture content of 4–9%. At the time of the study, the moisture content of the products was 8.4 and 7.4%. Proteins were in non-hermetic conditions, therefore, the moisture content during storage increased. The milk protein concentrate and whey protein concentrate had a similar protein content – 81.1 and 78.2 g/100 g, respectively, which was 787.4 and 759.2% higher than in wheat flour.

The ultrafiltration process is the separation of milk into components of different sizes by passing it through a membrane under pressure. This process results in products with different levels of water, protein, lactose, and minerals. Milk protein concentrate has a lower fat content. This is because of product origin: milk protein concentrate is made from skimmed milk. The content of lactose and calcium in milk protein concentrate, on the contrary, is higher. Since both dairy products are obtained using the same technology – ultrafiltration with spray drying, this difference is due to the products’ nature. Cheese whey contains more sodium, while skimmed milk is rich in calcium [3].
Effect of protein concentrates on the dough quality. During alcoholic fermentation, carbon dioxide is released, due to which the dough expands, forming pores. With an increase of the dough extensibility, its gas-holding capacity and the volume of the test semi-finished product increase. Gas-holding capacity is a quality indicator that depends on the viscoelastic dough properties. At the same time, the more high-quality gluten is in the flour, the higher its gasholding capacity. The value of this indicator determines the volume and crumb structure of baked products.
Resistance to extension and elasticity were determined using an alveograph. The maximum value of elasticity reflects the force that must be applied to start the gluten network deformation process. Therefore, the smaller the value of resistance to extension, the easier it is to stretch the dough and the greater increase in volume during fermentation is expected.
The dough prepared with the introduction of the minimal whey protein concentrate amount (7%) had an unsatisfactory consistency. As a result, the dough became very sticky and inconvenient in the further work process. It was not possible to perform the analysis with an alveograph due to the strong liquefaction. This effect may be caused by the weakening effect of whey concentrates on the flour gluten [17]. The destruction of disulfide bonds leads to an increase in the fluidity of the dough and a decrease in its gas-holding capacity. Thus, it was decided to exclude a dough sample with whey protein concentrate from the further research.
Milk protein concentrate, on the contrary, strengthened the dough. The maximum volume of the bubble decreased by 47% relative to the control, the dough resistance to extension during inflating into a bubble increased by 81%. Coarsely ground amaranth flour, added to the dough instead of 5% wheat flour, had a similar effect on extensibility – the L-value decreased by 57% [18].
A farinograph was used to control the water absorption capacity of the semi-finished product. The added amount of water is necessary to achieve a consistency of 500 FU. The water absorbed by the flour during the kneading process contributes to the formation of gluten. The amount of water is important for forming a dough with optimal rheological characteristics. Too much or, vice-versa, too little water addition leads to a sticky or strong dough, respectively. The water absorption capacity of flour determines the ability of the dough to retain carbon dioxide and, as a result, the volume of the bread. Water absorption capacity depends on the content in wheat of such components as watersoluble proteins, pentosans, and damaged starch.
Beside water absorption capacity determination, the dough development time – the time taken to achieve the maximum consistency of 500 FU; stability (S1) – unchanged dough structure without a fall in viscosity; softening (DS) – decrease in consistency; and degree of softening twelve minutes after reaching the maximum curve (DS ICC) can be read on the farinograph curve. The width of the curve reflects the elasticity of the dough.
Flour, called weak, quickly reaches the desired consistency. At the same time, stability is maintained for a short period of time, and the consistency curve sharply decreases. Strong flours, on the other hand, take longer to develop up to 500 FU, remain stable for some time, and have a slight fall in consistency. The results of the analyzes carried out both instruments are demonstrated in Table 9. Figure 1 shows farinograph curves of two dough samples: control and with 7% of milk protein concentrate addition.
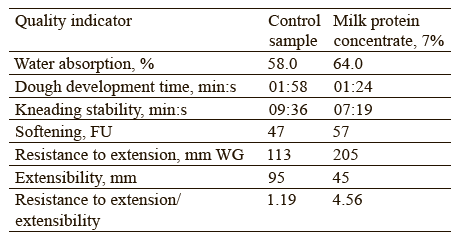
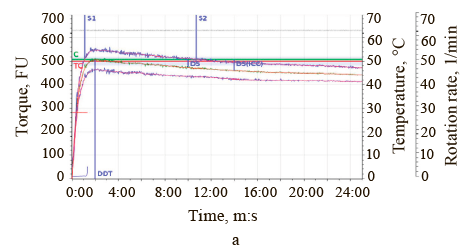
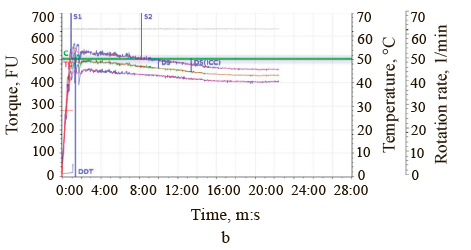
The 7% of milk protein concentrate addition increased water absorption of the test sample by 6% compared to the control one, which is 1.7% higher than theoretically stated. This advantage may be explained by the ability of milk protein concentrate to bind water due to the special protein structure of the product [17]. The sample containing milk protein concentrate had sharper fall in consistency and faster fall in stability due to the higher water absorption – the test sample kept 500 FU line 2:17 min less than the control one. Thus, the protein concentrate had a negative effect on the strength of the flour, which subsequently led to obtaining the product with a smaller volume. Wheat flour demanded much time to reach the desired consistency, which fell more smoothly. Therefore, the strength of the studied flour may be considered as normal.
7% of whey protein concentrate addition led to a decrease in water absorption capacity by 6% relative to the control. This value is 10.3% less than the theoretical one. Therefore, dry matter in the form of whey protein concentrate is not able to bind additional moisture. This decrease in dough hydration may also be due to the weakening of the gluten. As a result, the ability of gluten-forming proteins to bind moisture is reduced.
In [19], a farinograph was also used to determine the effect of roasted yellow split pea added as a substitute for 10% of wheat flour on the baking characteristics of the formulation mixture. The introduction of the protein additive allowed increasing the water absorption capacity to 61.5%, which is 3% higher than one of the control sample. At the same time, the stability of the test sample also increased and was maintained 1:54 min longer than in the control sample.
Effect of protein concentrates on techno-functional properties of the baked products. To evaluate the bread quality, the specific volume and deformation of the crumb were determined. The measurement results are shown in Table 10.

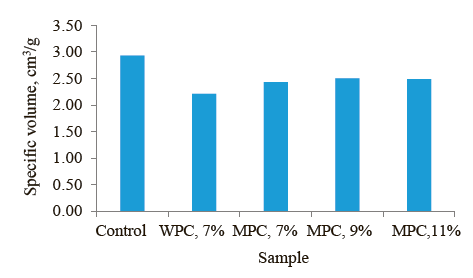
The specific volume is the ratio of the product volume to its mass. This indicator reflects the softness of the product – the smaller the specific volume, the worse the appearance, less the porosity, and more the density of the bread crumb. All test breads with milk protein concentrate had a smaller specific volume. The addition of protein in the amount of 7, 9 and 11% led to a decrease in the index by 0.5, 0.43 and 0.34 cm3/g relative to the control sample, respectively (Fig. 2). Whey protein concentrate had a greater negative impact on this indicator – the product with a minimum content of whey protein had 0.72 cm3/g less specific volume than the control sample. The introduction of another protein additive – ground chia seeds – to replace 5% of wheat flour, performed in [20], allowed obtaining the bread with a comparable value of specific volume – 2.57 cm3/g.
The decrease in volume of test samples may be due to the worse gluten network development. This was caused by the addition of extra dry protein ingredients that are not able to form gluten. Moreover, lactose, a disaccharide contained in dairy products, is not fermented by baking yeast [21]. Consequently, gas formation in the dough decreased, and the bread appeared to be less fluffy.
The crumb texture was evaluated by measuring its elastic and plastic deformation under the constant force. The analysis of the deformation characteristics of the samples’ crumb after sixteen hours of baking is illustrated in Fig. 3. The total deformation (Ht) is an indicator describing the degree of product softness. The higher the value of the Ht is, the softer the bread. The highest value of the initial softness was noted in the control sample. Milk protein concentrate addition had a negative effect on the product softness. With minimal (7%) and maximum (11%) amounts of the concentrate, the softness decreased by 24.5 and 39.6%, respectively. The hardness of the crumb is directly related to the specific volume and depends on the degree of gluten network development during kneading and on the content of fermentable sugars in the dough.
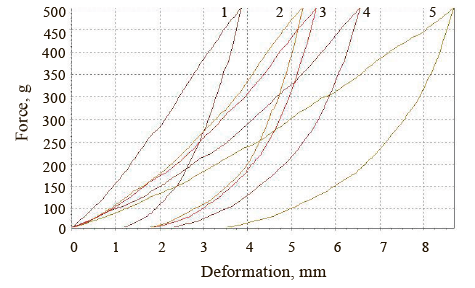
The sample containing whey protein concentrate, which crumb appeared to be twice as hard as the control sample’s one, was the least deformable. This difference may be due to the low water absorption capacity of whey protein relative to milk protein.
Sensory evaluation of the baked products. Bread quality depends not only on its rheological characteristics, but on the sensory ones. The crust should be evenly brown, but not too dark. The crumb of the wheat bread should be light-coloured, not too tough, and have fine porosity. Sensory evaluation was performed by a group of ten people considering the listed requirements.
Bread baked with addition of whey protein concentrate had too low specific volume and dense crumb. These disadvantages are illustrated in Fig. 4 and can be explained by low gas-holding capacity of the flour. This, in turn, is caused by the destroyed disulfide bones and, therefore, weak gluten. If dough holds little carbon dioxide released during the proofing, the specific volume of the baked product is low, and the porosity is coarse. Due to the overall negative influence of this protein concentrate on the rheological and sensory parameters of the bread, baked sample was excluded from the further sensory evaluation. However, the positive influence of whey protein on the crust color should be stated. That can be explained by the high lactose content in the whey protein concentrate; as a result, sugars and amino acids are actively undergo the Maillard reaction [16].

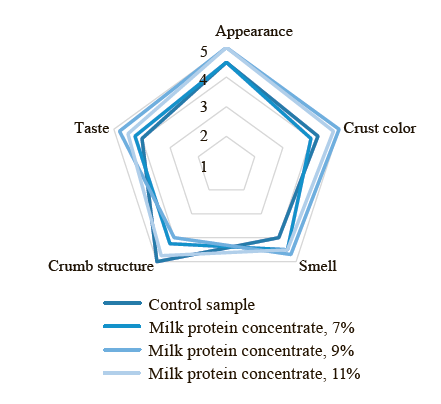
Profilogram that illustrated in Fig. 5 reveals the most acceptable consumers’ characteristics of the sample 3 with 9% of milk protein concentrate addition. The tasters also selected sample 4 with 11% of protein concentrate addition.
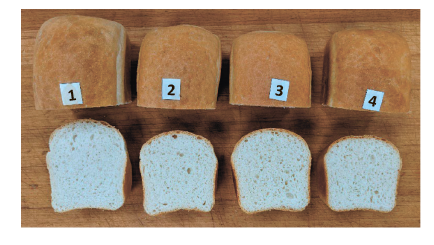
The highlighted samples had more attractive flavor characteristics relative to the control one. Some consumers described the smell and the taste as creamy and milky, while the control sample was assumed as too insipid. This advantage is due to the ability of proteins to bind flavor compounds. The sample 3 was distinguished by a uniformly colored golden crust (Fig. 6).
With the increase of the added concentrate dosage, the texture of the products became harsher and less uniform (Fig. 7), that had no negative effect on the overall sensory evaluation of the products.

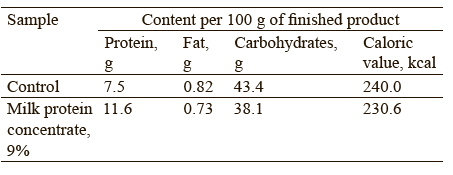
Impact of protein concentrates on the nutritional value of breads. The nutritional values of the optimal sample, kneaded with the 9% of milk protein concentrate, and the control one are presented in Table 11. It was calculated without considering the amount of protein destroyed during the baking.
According to the data presented in Table 11, the predicted protein content in the chosen sample is equal to 11.6 g/100 g that is 35% higher than in the control sample. Therefore, the food ingredient in the form of milk protein concentrate has the potential to be used to create a product with functional properties.
CONCLUSION
Whey protein concentrate is not recommended to be used in the bread baking due to its negative impact on the rheological and sensory quality indicators of the dough and baked product. Low water absorption capacity has led to the lower volume yield of the bread which is technologically and economically unprofitable.
As a result of the analysis carried, the sample baked with 9% of milk protein concentrate added was established as the best. Thus, milk protein concentrate can be considered as a promising raw material for bread production. This product addition resulted in bread with attractive consumers’ characteristics and had a positive effect on the volume yield of breads. The predicted nutritional value allows concluding that milk protein concentrate has the potential to increase the biological value of the product. The amino acid composition of finished products is recommended to be analyzed in order to substantiate the possibility of using milk protein as a functional food product.
Contribution
All the authors have an equal contribution to the article and are equally responsible for any potential plagiarism.CONFLICTS OF INTEREST
The authors declared no conflict of interests regarding the publication of this article.REFERENCES
- Mariod AA, Abdalrahman EM, Shakak MA. Black mahlab (Monechma ciliatum L.) seeds: processing effects on chemical composition and nutritional value. Foods and Raw Materials. 2022;10(1):67–75. https://doi.org/10.21603/2308-4057-2022-1-67-75
- Pang J, Guan E, Yang Y, Li M, Bian K. Effects of wheat flour particle size on flour physicochemical properties and steamed bread quality. Food Science and Nutrition. 2021;9(9):4691–4700. https://doi.org/10.1002/fsn3.2008
- Skurikhin IM, Tutelʹyan VA. Chemical composition of Russian food products. Moscow: DeLi print; 2002. 236 p. (In Russ.).
- Simons CW, Hunt-Schmidt E, Simsek S, Hall C, Biswas A. Texturized pinto bean protein fortification in straight dough bread formulation. Plant Foods for Human Nutrition. 2014;69(3):235–240. https://doi.org/10.1007/s11130-014-0421-1
- Zhou J, Liu J, Tang X. Effects of whey and soy protein addition on bread rheological property of wheat flour. Journal of Texture Studies. 2018;49(1):38–46. https://doi.org/10.1111/jtxs.12275
- Wójcik M, Różyło R, Schönlechner R, Berger MV. Physico-chemical properties of an innovative gluten-free, low-carbohydrate and high protein-bread enriched with pea protein powder. Scientific Reports. 2021;11. https://doi.org/10.1038/s41598-021-93834-0
- Gutierrez-Castillo C, Alcázar-Alay S, Vidaurre-Ruiz J, Correa MJ, Cabezas DM, Repo-Carrasco-Valencia R, et al. Effect of partial substitution of wheat flour by quinoa (Chenopodium quinoa Willd.) and tarwi (Lupinus mutabilis Sweet) flours on dough and bread quality. Food Science and Technology International. 2022. https://doi.org/10.1177/10820132221106332
- Maghaydah S, Alkahlout A, Abughoush M, Al Khalaileh NI, Olaimat AN, Al-Holy MA, et al. Novel gluten-free cinnamon rolls by substituting wheat flour with resistant starch, lupine and flaxseed flour. Foods. 2022;11(7). https://doi.org/10.3390/foods11071022
- Faheid SMM, Rizk IRS, Kishk YFM, Ragab GH, Mostafa S. Carboxymethyl cellulose and psyllium husk in gluten-free pasta. Foods and Raw Materials. 2022;10(2):329–339. https://doi.org/10.21603/2308-4057-2022-2-540
- Erben M, Osella CA. Optimization of mold wheat bread fortified with soy flour, pea flour and whey protein concentrate. Food Science and Technology International. 2017;23(5):457–468. https://doi.org/10.1177/1082013217701583
- Tarasenko NA, Nikonovich YuN, Mikhaylenko MV, Yershova NP. Powder from lupine seeds – the perspective proteinaceous food dresser. Polythematic Online Scientific Journal of Kuban State Agrarian University. 2017;(129):236–247. (In Russ.). https://doi.org/10.21515/1990-4665-129-020
- Nissen L, Samaei SP, Babini E, Gianotti A. Gluten free sourdough bread enriched with cricket flour for protein fortification: Antioxidant improvement and Volatilome characterization. Food Chemistry. 2020;333. https://doi.org/10.1016/j.foodchem.2020.127410
- Desai AS, Beibeia T, Brennan MA, Guo X, Zeng X-A, Brennan CS. Protein, amino acid, fatty acid composition, and in vitro digestibility of bread fortified with Oncorhynchus tschawytscha powder. Nutrients. 2018;10(12). https://doi.org/10.3390/nu10121923
- Sahagún M, Gómez M. Influence of protein source on characteristics and quality of gluten-free cookies. Journal of Food Science and Technology. 2018;55(10):4131–4138. https://doi.org/10.1007/s13197-018-3339-z
- Zhou J, Liu J, Tang X. Effects of whey and soy protein addition on bread rheological property of wheat flour. Journal of Texture Studies. 2018;49(1):38–46. https://doi.org/10.1111/jtxs.12275
- Deak NA, Johnson LA, Lusas EW, Rhee KC. Soy protein products, processing, and utilization. In: Johnson LA, White PJ, Galloway R, editors. Soybeans: Chemistry, production, processing and utilization. Academic Press and AOCS Press; 2008. pp. 661–724. https://doi.org/10.1016/B978-1-893997-64-6.50022-6
- Andiç S, Boran G. Milk proteins: Functionality and use in food industry. In: Cirillo G, Spizzirri UG, Iemma F, editors. Functional polymers in food science: From Technology to Biology. Volume 2: Food Processing. Wiley; 2015. pp. 159–180. https://doi.org/10.1002/9781119108580.ch8
- Coțovanu I, Mironeasa S. Impact of different amaranth particle sizes addition level on wheat flour dough rheology and bread features. Foods. 2021;10(7). https://doi.org/10.3390/foods10071539
- Kotsiou K, Sacharidis D-D, Matsakidou A, Biliaderis CG, Lazaridou A. Impact of roasted yellow split pea flour on dough rheology and quality of fortified wheat breads. Foods. 2021;10(8). https://doi.org/10.3390/foods10081832
- Adamczyk G, Ivanišová E, Kaszuba J, Bobel I, Khvostenko K, Chmiel M, et al. Quality assessment of wheat bread incorporating chia seeds. Foods. 2021;10(10). https://doi.org/10.3390/foods10102376
- Domingues L, Guimarães PMR, Oliveira C. Metabolic engineering of Saccharomyces cerevisiae for lactose/whey fermentation. Bioengineered Bugs. 2010;1(3):164–171. https://doi.org/10.4161/bbug.1.3.10619
