

Аннотация
The current development of drying technologies makes it possible to manufacture dried milk products which, when recovered, practically do not differ from the original ones. At the same time, the choice of various auxiliary dried milk conditioning processes impacts decisively on its physical-chemical, organoleptic and reconstitution (instant) properties. This article presents the results of research covering the impact of individual methods of vibration treatment and transportation of dried milk products manufactured by two-stage spray drying on their characteristics. The properties of dried milk products were evaluated using both traditional and specially developed methods. To measure the instant properties, a specially developed index - relative dissolution rate - was used. Analysis of changes in properties of samples of dried milk products selected at different stages of the drying process indicates a significant decrease in the average particle size, an increase in the free fat mass fraction and consequently a decrease in the relative dissolution rate after passing through instantizer, vibrating sieve and aerosol transport system. And the most significant changes are observed during milk powder passing through aerosol transport system. In general, the results obtained indicate the significant impact of the drying method, systems of treatment, transportation and intermediate storage of dried milk on its properties that should be taken into account when improving the relevant processes and equipment.Ключевые слова
Dried milk products, powder milk, dried instant milk, spray drying, two-stage drying, disk spraying, nozzle spraying, instant properties, relative dissolution rate, drying chamberВВЕДЕНИЕ
The properties of dried milk products produced by spray drying method are very diverse due to differences in their composition, pre-treatment regimes, instrument and process peculiarities of the main and auxiliary drying processes. In this case differences in the drying process conditions executed by traditional and twostage methods consisting in the fact that the particles dehydration conditions in the process of two-stage drying promote acquiring of an agglomerated structure are of great importance.
As a consequence, the products obtained by these methods differ from each other by quite a number of characteristics including granulometric composition [1, 2], solubility indices (instant properties) [3, 4], free fat mass fraction [3, 4], and bulk weight [5, 6].
The present studies are devoted to studying impact of some auxiliary processes of dried milk treatment using traditional and two-stage drying process on the mentioned indices.
ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЯ
The dried milk products properties were evaluated using both conventional and specially developed methods. In particular, the mass fractions of moisture, fat, free fat and bulk weight were measured by conventional methods. The particle size distribution was evaluated by sieving the product through a set of sieves with a mesh size of 2; 0.5; 0.25 mm, followed by weighing the four resulting fractions and determining the average weighted nominal particle diameter [3]. To characterize the instant properties, a specially developed indicator – the relative dissolution rate – was used [1, 3].
To accelerate and improve the accuracy of this analysis, we used a device that worked as follows. A sample of usual or instant whole milk powder in an amount of 5 g is poured into a mixing bowl, into which 35 ml of water with a temperature of 20 ± 0.5°C is then added. Then, the electric motor driving the agitator is turned on. After the end of stirring, which lasts 5 s, a vacuum pump starts and a filtration process begins. The filter, which is a porous glass plate at the bottom of the mixing bowl, passes only the dissolved product. At the end of the filtration process, which usually lasts no longer than 2 s, the vacuum pump is stopped. Then the mass fraction of solids in the dissolved product is refractometrically determined.
The relative dissolution rate was estimated by the percentage content of the dry milk sample transferred to the solution on the assumption that the current relative dissolution rate is proportional to the maximum one that corresponds to the dry matter content of the fully reconstituted dry milk. In the case of estimating the relative dissolution rate of dry skim milk or milk powder with a fat mass fraction of 15%, the amount of water in which the dissolution process is carried out using the device varies proportionally.
Using the above figures, the properties of samples of five kinds of dried milk products, varied by different fat content and selected at different stages of the technological process were analyzed:
– Sample 1 is dried whole instant milk added with surfactants (DWM-instant);
– Samples 2 and 7 are dried instant skim milk (DSM-instant), sample 3 is dried whole milk added with surfactants (DWM with SAA);
– Sample 4 is dried milk with 15% mass fat fraction (DM 15%);
– Samples 5 and 6 are dried whole milk with 25% mass fat fraction (DWM).
In the course of the research, spray dryers with a disk (Fig. 1) and a nozzle (Fig. 2) spraying equipped with twin-shell shakers 2 were used (hereinafter the position numbers correspond to both drying schemes shown in Fig. 1 and 2 for drying. A drying unit intended for obtaining dry whole milk, an instant, with surfactant additives, was provided with an additional powder wetting system at the outlet of the drying chamber 22 and a surfactant application unit after the first drying stage of the powder 24.
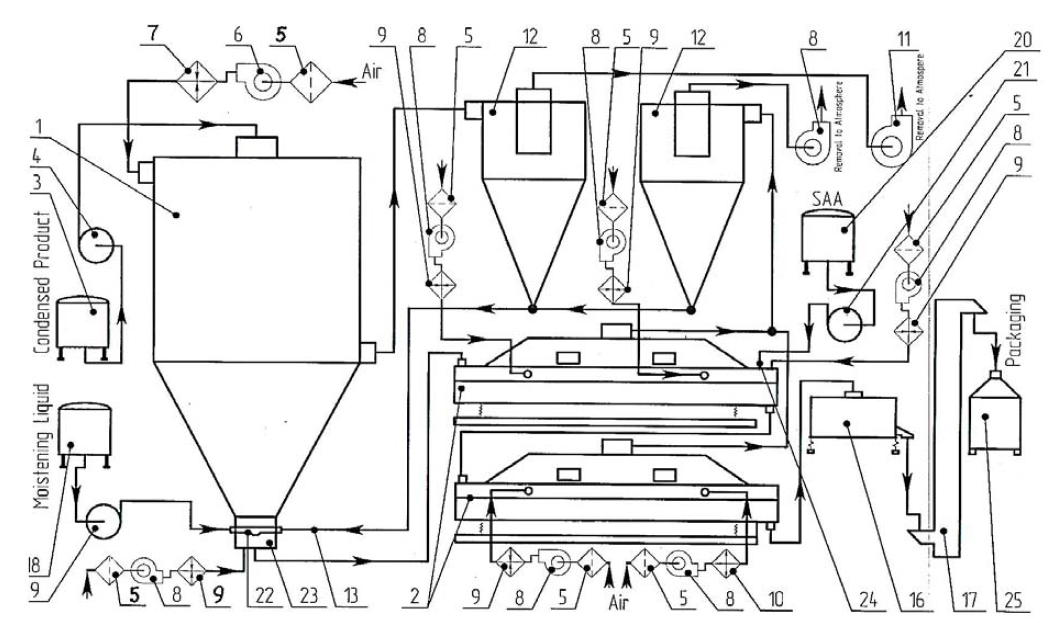

The operating principle of the dryer (Fig. 1) is described below. The first stage of drying the product takes place in a vertical cylindrical drying chamber 1. The condensed product from a condensed milk tank 3 is fed to the drying chamber 1 by means of a food pump 1, where it is sprayed with a spray atomizer and dried in a hot air stream, after the latter has been prepared in a system consisting of a purification filter 5, a blowing fan 6 and a main air heater 7. The product dried to a humidity of 6–8% due to the conical shape of the lower part of the drying chamber enters the fluidized bed of an agglomeration chamber 23. The fluidization mode in the agglomeration chamber is created by supplying through the perforated bottom of the additional air prepared with the air filter 5, a fan 8 and an air heater 9.
The guaranteed formation of agglomerates of the product particles in the agglomeration chamber 23 feds a moisturizing liquid (e.g., skimmed milk) to the surface of the layer, for which purpose a special humidifying liquid spraying unit 22, a pump 19 for supplying it, and a storage tank 18 serve. Small particles of the cyclone fraction of the product entering the agglomeration chamber 23 from the cyclones are also involved in the agglomeration process using a cyclone fraction recovery system 13.
Agglomerated product from the sintering chamber enters the first shaker (instantizer) 2, where it is dried in a fluidized bed to standard moisture content. At the interface of the first and second shakers, there is a spraying unit for surfactants 24 used for the production of fat-containing products. The surfactant enters this unit from a reservoir 20 by means of a pump 21. In the same area, the fan 8 supplies hot air through the filter 5 and the air heater 9 for preliminary distribution of surfactants in the product volume. Further uniform distribution of surfactants along the surface of the agglomerates is ensured by blowing hot air through the product layer of the first section of the second shaker 2. In the second section of this shaker, the particles are cooled and their final structure is formed. Particles are cooled by air prepared in a cooler 10. The finished product passes through a vibrating screen 16 after the second shaker, where the lumps formed accidentally during drying and agglomeration are separated, after which the product is reloaded, with a bucket elevator (belt elevator) 17, into separate containers 25 with a capacity of about 1 m3 each, in which the product is transported to the packaging station. The use of the bucket elevator 17 and containers 25 is caused by the need to ensure minimal mechanical impact on the formed agglomerated particles of the product. Cleaning of waste air in the drying chamber and shaker from the trapped small particles of the product takes place in cyclones 12. The fan 8 and an exhaust (main) fan 11 are used to remove air from the cyclones.
The production of dry milk products without surfactants was carried out without the use of an agglomeration chamber 23, a surfactant spray assembly 24, a belt elevator 17 and containers 25. At the same time, the transportation of dry milk to the packaging station was carried out by aerosol transport system.
The operating principle of the nozzle horizontal dryer (Fig. 2) is described below. The first stage of drying the product takes place in a horizontal rectangular drying chamber 1. The condensed product from a condensed milk tank 3 is fed via an intermediate pump 28 and a high-pressure pump 29 to the drying chamber 1, where it is sprayed with mechanical injectors and dried in a stream of hot air after the preparation of the latter in a system consisting of a purification filter 5, a blower 6 and a main air heater 7. The product dried to a moisture content of 6-8% enters the fluidized bed of a granulator 15 located under the drying chamber. In the fluidized bed of the product of the granulator 15, due to residual moisture, partial agglomeration of the particles takes place. The fluidization mode in the granulator 15 is created by applying vibration and feeding through the perforated bottom of the additional air prepared with the air filter 5, a fan 8 and an air heater 9. The product from the granulator 15 enters the first and second shakers (instantizers) 2, where it is dried in the fluidized bed to standard moisture content and cooled. The fine particles of the product cyclone fraction are returned to the first shaker with the aid of a vibrating conveyor 14 and the return systems of the cyclone fraction 13. Particles are cooled by air prepared in a cooler 10. The finished cooled product from the second shaker, using bucket elevator (belt elevator) 17, flows through a vibrating screen 16 into vibrating conveyors 14 and is distributed to hoppers 26. From the hoppers 26 the product is fed to the packaging station with the use of an unloading conveyor 27. The vibrating screen 16 serves to separate out randomly formed lumps during the drying process. Cleaning of waste air in the drying chamber and shaker from the trapped small particles of the product takes place in cyclones 12. The fan 8 and an exhaust (main) fan 11 are used to remove air from the cyclones.
The following basic equipment was used for dried milk production after the instantizer discharge:
– Sample 1 – vibrating sieve (Pos. 16), bucket elevator (Pos.17), intermediate small-sized containers 0.5 m3 (Pos. 25);
– Samples 2, 3, 4 and 5 – vibrating sieves (Pos.16), aerosol transport lines (Pos. 13), hoppers for buffering (Pos. 27);
– Samples 6 and 7 – vibrating sieves (Pos.16), bucket elevator (Pos. 17), horizontal vibrating conveyors (Pos. 14).
The capacity of driers equipped with disc atomizer and instantizer was 1500 kg/h of evaporated moisture, the drier with spray-type atomizers – 1000 kg/h. The drier inlet air temperature was maintained at the level of 175–180°C. Outlet air temperature was maintained at the level ensuring the specified product moisture content at the drying chamber outlet. Air temperature in the firstand second sections of the instantizer was maintained at the level of 70–115°C, in the cooling section – at the level of 6–13°C. The air supply parameters in all cases ensured the production of the finished product with the standard moisture content (2.5–4%).
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
The results of the systems impact providing the additional processing and dried milk transport within the different variants of its production are presented in Fig. 3. In all cases mass moisture fraction at the drying chamber outlet was 6–8%. DWM with SAA samples were the exception. Mass moisture fraction in milk powder at the dying chamber outlet was 5.4–5.5%.
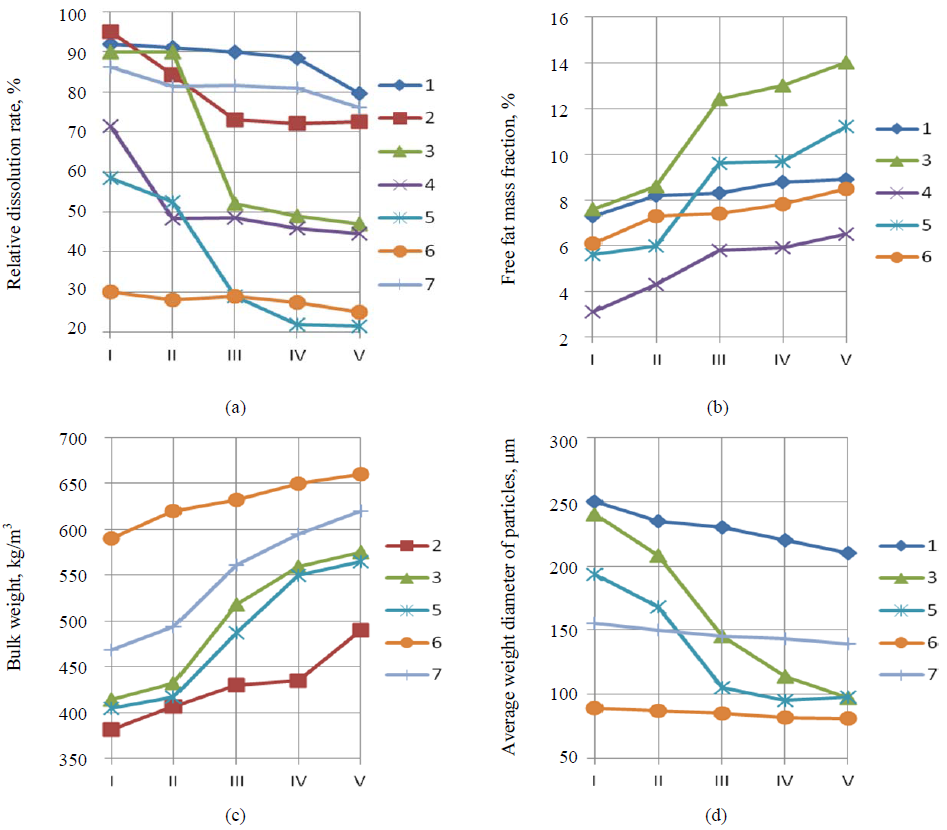
The analysis of the obtained results indicates the significant impact of dried milk processing systems after drying on its fat phase stability, average size of particles, bulk weight and instant characteristics. One can state that the traditionally utilized systems and particularly vibrating sieves and conventional aerosol transport lines have a negative effect on these properties (samples 3, 4 and 5). Thus, dried milk particle size distribution is changed to the reduction of the largest particles portion (agglomerates) in the product. Herewith the most significant changes of the granulometric composition are observed when the milk powder passes through the aerosol transport system.
The supplementary tests of the manufactured product showed that immediately after leaving the drying chamber the milk powder contains relatively small number of single particles. The mechanical effect of conventional transportation systems leads to an increase in the proportion of single particles by more than 50%, as well as to a drop in the average particle size below 120 μm. These changes are properly agreed with bulk weight amount change in the dried milk production process.
Thus, the passage of dry milk products through instantizer, vibrating sieve and aerosol transport leads to a significant decrease in the average particle size and an increase in the free fat mass fraction. As a consequence, this contributes to a decrease in the relative dissolution rate, which is particularly important for fat-containing dried milk products.
The results of the studies also indicate a positive effect of dried milk transportation method by belt elevator, which provides slight influence on the grain size distribution, free fat content and instant properties.
It should be mentioned that the regimes of the product processing in the instantizer effect significantly the change of dried milk instant properties. As in the previous case, these changes have more apparent negative character for fatcontaining dried milk products. The mechanical impact in the aerosol transport systems results in the reduction of the particles average size and increase of single particles amount, which also leads to a deterioration of the instant properties even in the case of surfactants feeding to the first section of the instantizer (sample 3). At the same time, the use of additional agglomeration prior the first section of the instantizer, the process of SAA application and gentle transport systems as well as intermediate storage of the product impart the product high instant properties (sample 1).
As for skim milk, a two-stage process, combined with the use of gentle ways of dried milk transportation are sufficient in order to impart the product high instant properties (sample 7).
In general, the results obtained indicate a significant effect of the processing systems, transportation and intermediate storage of dried milk, obtained by various methods.
СПИСОК ЛИТЕРАТУРЫ
- Lipatov N.N. and Kharitonov V.D. Sukhoe moloko [Dried milk]. Moscow: Legkaya i pishchevaya promyshlennost' Publ., 1981. 264 p.
- Masters K. Spray Drying. Handbook, 4th ed. New York: Halstead Press, 1985. 696 p.
- Kharitonov V.D. Dvukhstadiynaya sushka molochnykh produktov [Two-stage drying of milk products]. Moscow: Agropromizdat Publ., 1986. 215 p.
- Chávez Montes E., Dogan N., Nelissen R., G. et al. Effect of drying and agglomeration on the dissolution of multi - component food powders. Chemical Engineering & Technology, 2011, vol. 34, no. 7, pp. 1159-1163. DOI: 10.1002/ceat.201100090.
- Chegini G. and Taheri M. Whey powder: process technology and physical properties: A Review. Middle-East Journal Science Research, 2013, vol. 13, no. 10, pp. 1377-1387. DOI: 10.5829/idosi.mejsr.2013.13.10.1239.
- Ji J., Fitzpatrick J., Cronin K., Fenelon M.A., and Miao S. The effects of fluidised bed and high shear mixer granulation processes on water adsorption and flow properties of milk protein isolate powder. Journal of Food Engineering, 2017, vol. 192, pp. 19-27. DOI: 10.1016/j.jfoodeng.2016.07.018.
