

Аннотация
Insufficiently studied and at the same time promising is the use of an acidophilic starter for making the bakery products designated as military personnel's food. An acidophilic sourdough starter is a mixture of the species and strains of yeast and lactic acid bacteria grown on the basis of saccharified pregelatinized flour and specially selected in certain proportions. The study aims at obtaining a dehydrated biopreparation of fermented pregelatinized flour for bakery production using the strain Lactobacillus helveticus H10 (dry fermented pregelatinized flour) and its application in the technologies of bakery products made from rye and a mixture of rye and wheat flour. The composition of the nutrient mixture for dry fermented pregelatinized flour has been optimized in terms of rheological, biotechnological and microbiological indicators. It has been found that fermented pregelatinized flour with a 50% content of a starter has the least viscous structure, which allows us to dry the sample faster and to preserve lactic acid bacteria. It has been found that the sample prepared using rye wholemeal flour was characterized by a higher content of amine nitrogen (by 15%), volatile acids (by 29%) and mass fraction of sugar (by 27%) compared to the sample of fermented pregelatinized flour made using rye bread flour. It has been revealed that microorganisms are destroyed least during convective drying. The main technological parameters for making dry fermented pregelatinized flour that provide stable biotechnological and microbiological properties have been developed: a drying temperature of 40-45°C for 170-200 min with an air flow rate of 1.5-1.8 m/s above, 0.3-0.5 m/s below, 0.8 m/s on the right and 0.1-0.15 m/s on the left. A complex technology of long-life rye-wheat bakery products has been developed.Ключевые слова
Strains, starter, complex biotechnology, rheology, thermoradiation drying, convection drying, freeze drying, drying kinetics, bakery productsВВЕДЕНИЕ
In one form or another, bread is used in the diet of military personnel of any country in the world. In the Russian Federation, the norms of bread consumption for military personnel approved by the Decree of the Government of the Russian Federation No. 946 of 29.12.2007 are 150–300 g for bread made of a mixture of rye and wheat flour and 150–400 g for bread made of wheat flour. Making rye-wheat bakery products with a high nutritional value and long-life products that can be included in packed meal is up-to-date for the Russian army. At the moment, this kind of bakery products is only army loaves (sea biscuits). The task of the study is dictated by the need to enlarge the assortment of rye-wheat bakery products, to improve their quality and safety and to increase a potential shelf life and microbiological resistance during storage. The solution to this problem is possible due to the use of the biological methods that provide the application of biological systems (starters) for dough making.
Starters are the specially selected, identified, nonpathogenic and nontoxigenic strains of microorganisms and their symbiotic associations that have a set of properties necessary for making bakery products. Sourdough bread is characterized by the improved: structure of porosity and properties of crumb, taste and aroma and ability to preserve freshness for long. Starters form organic acids, antibiotics and other inhibitors of pathogens of microbiological bread spoilage during dough making. The use of biological systems will increase the shelf life of products and improve its quality and safety with a significant decrease in food supplements as preservatives.
The long-term baking experience has already shown the efficiency of applying technologies for making fermented dough. Starters are obtained by fermenting a nutritious flour mixture (a water-flour mixture and saccharified pregelatinized flour). The composition of such starters includes lactic acid bacteria and their compositions with yeast. The biodiversity of lactic acid bacteria and yeast of sourdough bread microbiota is described in detail in the articles of the scientists from the Belgian University [1, 2], as well as in a number of works by Russian scientists [3–8]. The microflora of starters and dough is represented by the lactic acid bacteria Lactobacillus and the yeast Saccharomyces for semifinished products from wheat flour and Saccharomyces and Candida for semi-finished products from rye flour [9–11].
A domestic concentrated lactic starter consists of a mixture of the cultures of lactic acid bacteria L. brevis-1, L. casei-26, L. plantarum-30 and L. fermenti-34 [12]. For domestic types of bread, the bacterial microflora of rye starters is represented by the following species: L. acidophilus, L.alimentarius, L. arabinosus, L. brevis, L. buchneri, L. casei ssp., L. casei ssp. casei, L. casei ssp. pseudoplantarum, L.casei ssp. rhamnosus, L. cellobiosus, L. coprophilus, L. curvatus, L. delbruckii, L. delbruckii ssp. bulgaricus, L. delbruckii ssp. lactis, L. farciminis, L. fermenti, L. fructivorans, L. helveticus, L. homohiochii, L. jensenii, L. lactis, L. leichmannii, L. pastorianum, L. plantarum, L. salivarins, L. sanfrancisco, L. viridescens and L. xylosus [13, 14].
The authors of [15] showed that the yeast Saccharomyces cerevisiae produces the growth factors that stimulate milk bacteria. The scientists of Nigeria [16] studied the functional properties (acid formation, gas formation, antibiotic production) of the microflora of a starter for corn bread. Lactobacilli and yeast were isolated from the spontaneously fermented corn dough on the basis of dominance during fermentation and their presence at the end of fermentation. The microorganisms were identified as Lactobacillus plantarum, Lb. brevis, Lb. fermentum, Lb. acidophilus, Pediococcus acidilactici, Leuconostoc mesenteroides, Leuconostoc dextranicum and Saccharomyces cerevisiae.
In Italy [17], the possibility of industrial application of lactic acid bacteria (Weissella cibaria strains PON10030 and PON10032, as well as Leuconostoc citreum PON 10079 and PON10080), isolated from local semolina, has been studied for producing sourdough bread. The joint study of scientists from Finland and Italy [18] provides a characteristic of the lactic acid bacteria isolated from wheat sourdough bread. Such lactic acid bacteria as Leuconostoc mesenteroides, Leuconostoc citreum, Lactobacillus brevis, Lactobacillus curvatus, Lactobacillus sakei, Lactobacillus plantarum and Pediococcus pentosaceus were studied, their growth, acid formation, carbohydrate fermentation, anti-fungicidal properties, the specificity of exopolysaccharide production, and safety have been described.
The scientists from South Korea [19] have studied the possibility of using Leuconostoc citreum HO12 and Weissella koreensis HO20 isolated from kimchee (fermented vegetables similar to Russian sour cabbage) as a starter for wholemeal wheat bread. The bread made on the basis of this starter demonstrated the ability to suppress the growth of Penicillium roqueforti and Aspergillus niger, as well as the growth of Bacillus subtilis. It has been established that both types of lactic acid bacteria are capable of increasing the storage stability of whole grain bread, have unique fermentation characteristics and allow for producing bread of satisfactory quality.
In Ireland, together with the scientists of Greece [20], the possibility has been studied of using Kluyveromyces marxianus (IFO 288), Lactobacillus delbrueckii ssp. bulgaricus (ATCC 11842) and Lactobacillus helveticus (ATCC 15009) as starters for bread. The highest acid formation (3.41 g of lactic acid per 1 kg of bread) was obtained using 50% of the starter that contained 1% K. marxianus and 4% L. delbrueckii ssp. Bulgaricus. In addition, the use of these crops improved bread flavor, which was shown by sensory evaluation and a GC-MS analysis. The possibility of reducing the microbial damage of glutenfree bread and prolonging its shelf life by using Lactobacillus amylovorus strain DSM19280 as a starter has been studied [21]. The carried out studies have confirmed this possibility.
Data on the effect of various strains of lactic acid bacteria in the composition of a starter on the physicochemical and organoleptic indicators of the quality of bread and the shelf life of products are known [22]. In particular, the authors used the strains of Lactobacillus acidophilus and Lactobacillus sakei separately and as part of microbial compositions for making sourdough bread. The results showed that bread made using a starter with the microbial composition of these strains remained well-preserved for more days (12 days) than all the other samples of the products made within the framework of this study because it contained the higher concentrations of lactic acid, and also had a stronger texture, better flavor, taste and total quality compared to the other samples studied.
The analysis of literature data showed that the issue of using an acidophilic starter for making bakery products designated as military personnel's food is rather insufficiently studied and at the same time promising. The starters made on the basis of acidophilous bacterium strains are widely used in various branches of the food industry, which is due to its probiotic properties. An acidophilic sourdough starter is a mixture of the species and strains of yeast and lactic acid bacteria grown on the basis of saccharified pregelatinized flour and specially selected in certain proportions. An acidophilic starter is resistant to high temperature, which contributes to the better preservation of lactic acid bacteria cells, for example, during drying. The microflora of an acidophilus starter consists of a mixture of two cultures. These are the strains of the lactic acid bacteria L. acidophillus-146 and the yeast Saccharomyces cerevisiae FR-3 that are in a ratio (by weight) of 2 : 1 [23]. According to the scientific and technical literature, at present, an acidophilic starter with the strain L. acidophilus-146 is only used in the production of wheat bread.
The existing technologies for making traditional starters are long and labor-intensive for the enterprises operating on a single- or double-shift basis and remote production including field works of military personnel. One of the ways to reduce the production cycle for ryewheat bread is the use of dried (dehydrated) fermented pregelatinized flour for bakery production and lowmoisture starters, which allows us to provide quality, microbiological purity and an increase in the nutritional, including biological, value of products.
Thus, it is urgent to develop a technology and a method for obtaining dry fermented pregelatinized flour for bakery production and to develop a technology for its application in making long-life ryewheat bakery products.
Aim of the study. Development of the technology and assortment of long-life rye-wheat bakery products based on the use of a dehydrated biopreparation with fermented pregelatinized flour for bakery production using the strain Lactobacillus helveticus H10.
ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЯ
Laboratory facilities. The laboratory studies were carried out on the basis of the Center of Technologies, Biochemical and Microbiological Research of the Federal State Autonomous Scientific Institution "Scientific Research Institute of the Baking Industry"; the study of the rheological properties and the drying of the samples was carried out in the laboratories of the Kemerovo State University.
Raw materials used in the study. When carrying out the studies to develop the technology of bakery products, the following raw materials were used:
– rye bread flour (GOST R 52809-2007);
– stone ground whole grain rye flour, 50–70 µm (STO 12396977-003-2014) the residue on sieve No. 067 is 1.6%, passing through polyamide sieve No. 41/43–38%;
– first grade bread wheat flour (GOST R 52189-2003);
– pressed bakery yeast (GOST R 54731-2011);
– extra fine food common salt (GOST R 51574-2000);
– enzymatic preparations Novamyl 3D and Pentopan 500 BG (Novozymes, Denmark);
– sorbic acid (GOST 32779-2014);
– potable water (SanPiN 2.1.4.1074-01).
The indicators of quality of the raw materials used in the studies met the requirements specified in the technical documentation.
Methods for making dough and bread. To carry out the studies, the samples were prepared according to the formula developed in the Federal State Autonomous Scientific Institution "Scientific Research Institute of the Bakery Industry" presented in Table 1.
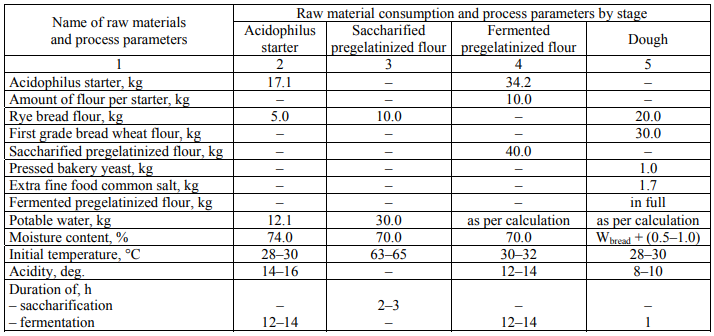
The acidophilic starter was prepared using the strain Lactobacillus helveticus H10. To prepare an acidophilic starter the food is added in the previous starter that consists of a mixture of rye bread flour and water in a ratio of 1 : 2.5. The acidophilic starter was left for fermentation until the acidity reached 14–16 deg. The pregelatinized flour was made in a ratio of rye bread flour: water (t = 95–98°C) – 1 : 2.5 and left for a few hours for saccharification until saccharified pregelatinized flour was made. Further on, fermented pregelatinized flour was being made. To this end, an acidophilic starter was added to the saccharified pregelatinized flour and left for a few hours to ferment until the acidity reached 12–14 deg. Then the dough was kneaded of bakery rye bread flour, first-grade wheat flour, food common salt and the whole amount of fermented pregelatinized flour. The batching time is 8–20 minutes depending on the brand of equipment. The initial temperature of dough is 28–30°C. The total time of dough fermentation is 60 min, while the acidity is 8–10 deg.
The dough pieces were placed in molds and placed in a fermentation cabinet at a temperature of 36–38°C and relative air humidity of 70–85%. The proofing time was 40–70 min.
The bread was baked in a humidified baking chamber in two thermal modes: first at 210–220°C for 10–15 min, then at 160–170°C for 30–40 min.
Research methods used in the study. When studying the properties of raw materials, semi-finished products and quality of bakery products, the common physicochemical and organoleptic methods were used, as well as the special methods set forth in the text of the paper.
Methods for studying the properties of raw materials. All the samples of rye bread flour were analyzed for the organoleptic and physicochemical properties: moisture, acidity, the falling number; the samples of first-grade wheat flour – for the organoleptic and physicochemical properties: moisture, acidity, the quantity and quality of raw gluten.
The moisture content of the flour was determined according to GOST 9404-88, the acidity of flour – according to GOST 27493-87, the falling number – according to GOST 27676-88, the content of raw gluten – using MOK-3M according to GOST 27839- 2013, the properties of raw gluten – using IDK-3M – according to GOST 27839-2013.
The pressed yeast was analyzed for the time of a dough rise in accordance with GOST R 54731-2011.
The common food salt and wholemeal stone ground rye products and drinking water were estimated organoleptically in accordance with the current documentation.
Bread quality estimation methods. The bread was analyzed after 14–16 hours after baking for the organoleptic and physicochemical properties: the moisture content of crumb, the acidity of crumb, the porosity of crumb, the volume yield, the specific volume and the total deformation of crumb thickening.
The volume yield of bread was determined according to GOST 27669-88, the specific volume of bread was determined according to GOST 27669-88 and expressed in terms of cm3/g.
The moisture of crumb was determined according to GOST 21094-75, the acidity of crumb – using the accelerated method according to GOST 5670-96, the porosity of crumb – according to GOST 5669-96.
The deformation of bread crumb thickening was determined using Structurometer ST-2 (Russia). Structurometer ST-2 is designed to determine the rheological characteristics of food media. The operation principle of the device is based on measuring the mechanical load on the nozzle-indenter when it is inserted at a given rate into the prepared sample of the product. The necessary indentor is attached to the strain-gage, which is moved in the vertical direction by means of a ball screw according to the given programme. Selecting, setting the mode and displaying information is carried out using a personal computer connected to the device's data acquisition board via the USB interface. When determining the rheological properties of the analyzed media, both the motion rate of the indenter and the loading rate of the product can be specified. Using Structurometer ST-2, the total (Htotal), plastic (Hplastic), and elastic deformation (Helastic) of bread crumb thickening was determined.
The organoleptic indicators of bread quality were estimated in accordance with GOST 5667-65.
Methods for studying the properties of semi-finished products. The mass fraction of sugar in fermented pregelatinized flour, saccharified pregelatinized flour and dry fermented pregelatinized flour was determined using the permanganate method according to the methods set forth in GOST 5672-68.
The mass fraction of moisture in dry fermented pregelatinized flour was determined using the methods set forth in GOST 9404-88.
The acidity of dry fermented pregelatinized flour was determined according to the methods set forth in GOST 5670-96.
The microbial titer of dry fermented pregelatinized flour was determined by counting the number of cells after inoculation on some nutrient media as described in [23].
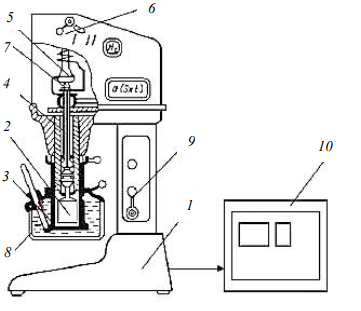
The rheological characteristics of fermented pregelatinized flour were determined using the rotational viscometer RHEOTEST-2 (Germany) with an S/S1 measuring system in accordance with the following methods. The measuring (inner) cylinder 2 (Fig. 1) is mounted on the drive shaft 5. The predetermined volume of the studied product is poured into the measuring container (outer cylinder) and it is set in the operating position coaxially to the cylinder 2. In this case, the annular space is filled with the studied mass. With the help of the shift lever 9, the measuring cylinder 2 is rotated. Rotation at this speed is carried out until the indications of the secondary instrument that is used to measure the angle α of the relative rotation of the cylinders 2 and 3 are stabilized. The frequency of the output signal of the strain-gage sensor is recorded and the value of the shear stress τ is determined for the fixed shear rate γ and temperature. Then, the shear rate γ in the layer of the investigated product is increased by Δγ. The rheological characteristics of fermented pregelatinized flour are determined using the developed computer program "Flow curve virtual model" (Certificate of official registration of the computer program "Flow curve virtual model" No. 2008612695, registered on May 29, 2008).
Methods for determining volatile acids in fermented pregelatinized flour. Volatile acids are the product of the life of lactic acid bacteria. The volatile acids of rye dough and bread consist mainly of acetic acid and a small amount of lactic acid. The content of volatile acids characterizes the partially flavoring acidity of bread.
The sample of the analyzed substance (20 g) is preground in a mortar with distilled water to obtain a homogeneous mass and transferred quantitatively to a 100 cm3
volumetric flask. Distilled water is added to the mark and stirred for 3 minutes, whereafter the suspension is filtered. 10 cm3
is taken for distillation and 3–4 drops of orthophosphoric acid (H3PO4) and 1 drop of refined vegetable oil are added (to prevent foaming of the extract while passing steam). The obtained distillation is immediately heated to the boiling point and titrated with a 0.05 N sodium hydroxide solution for phenolphthalein to obtain a slightly pink color. The content of volatile acids is expressed in terms of degrees, i.e. in cm3
of 1 N
sodium hydroxide solution per 100 g of the substance
and determined using the following formula:
![]()
Methods for determining amine nitrogen in fermented pregelatinized flour. The method is based on the fact that the resulting soluble copper salt, when reacting with KI in the presence of CH3COOH, reduces iodine. The released iodine is determined by titration with a Na2S2O3 solution. When titrating, it is considered that 1 ml of a 0.01 N solution of Na2S2O3 corresponds to 0.28 mg of amine nitrogen providing that the solution contains only amino acids. It is known that, in addition to amino acids, soluble salts can form various peptides, which introduces an error during determination.
From 1 to 5 ml of the extract or solution is poured in a 50 ml volumetric flask, 4 drops of the indicator is added and the extract is neutralized to obtain a slightly blue color using a 1N solution of NaOH. 30 ml of a copper phosphate suspension is added to the neutral solution, the content of the flask is brought to the mark with water and mixed well. The mixture is filtered using dense filter paper or centrifuged. In the course of the study, the resulting solution can be left until the next day. 10 ml of the solution are taken from the resulting centrifugate (filtrate), 0.5 ml of an 80% solution of CH3COOH and 1 g of KI (powdered) are added. The isolated iodine is titrated with a 0.01 N solution of Na2S2O3 with 5 drops of starch as an indicator. The presence of turbidity in the centrifuges or filtrates can introduce errors during determination, so it must be ensured that they are transparent. In addition, it must be taken into account that not all the amino acids form soluble copper salts, for example, cystine salt is hardly soluble. To make a correction for the purity of the reagents, a control experiment is made. The amount of nitrogen of amino acids X, in mg, is calculated using the formula:
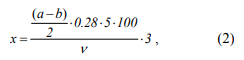
where a is the amount of a 0.01 N solution of Na2S2O3 consumed for the titration of the working solution, ml; b is the amount of a 0.01N solution of Na2S2O3 consumed for the titration in the control experiment, ml; v is the volume of solution (or hydrolyzate) taken for determination, ml; 0.28 is a coefficient for recalculating the titration data in terms of the nitrogen of amino acids.
Methods for studying drying kinetics. When drying the starter in the thermoradiation drying chamber "Universal-SD-4-40R", the air temperatures of 50 and 55°C were used. The sample was irradiated with infrared rays with a wavelength of 0.8–12 microns. The samples weighing 5 g were dried for 3 hours. In each experiment, the sample was weighed at a frequency of 5 sec until the mass was homogeneous.
When drying the starter using a “Всц-100” convective drier, a drying agent heated to temperatures of 55, 60, and 65°C was used.
When using freeze (lyophilic) drying by means of Sublimator 3–4–5, a 2-gram starter was packed in the sterile glass bottles covered in compliance of sterility and frozen at a temperature of 18°C. After complete freezing, the bottles were evacuated. In the course of vacuum drying, there was sublimation (lyophilization) when dehydrating the samples.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
The paper includes the studies of:
– optimizing the composition of a nutrient mixture for
dry fermented pregelatinized flour in terms of
rheological, biotechnological and microbiological
properties;
– the development of the main technological
parameters of making dry fermented pregelatinized
flour providing stable biotechnological and
microbiological properties;
– various methods for drying fermented pregelatinized
flour for use in the technologies of bakery products
made of rye and a mixture of rye and wheat flour;
– the development of a method for preserving the
freshness and microbiological stability of bakery
products from a mixture of rye and wheat flour;
– the development of integrated technology and
assortment of long-life rye-wheat bakery products.
Below are the results of the studies and their
analysis.
Optimization of a nutrient mixture composition for dry fermented pregelatinized flour in terms of rheological, biotechnological and microbiological properties. The use of pregelatinized flour in bread making makes it possible to obtain the following results: to increase the content of sugars in dough; to increase fermentation activity; to improve the baking properties of flour; to increase bread yield; to improve bread quality; to slow down its staling. The use of pregelatinized flour has a beneficial effect on the fermentation microflora of dough.
According to the modern technologies of production of rye-wheat varieties of bread, pregelatinized flour is used as fermented one [12]. Such pregelatinized flour is called fermented pregelatinized flour. Below are the results of the studies on the development of a method for obtaining dry fermented pregelatinized flour from the saccharified pregelatinized flour fermented with an acidophilic starter for use in the technology of long-life rye-wheat varieties of bread.
Bakery pregelatinized flour is traditionally made of rye bread flour. To increase the nutritional value of a semi-finished product and, accordingly, the finished products, the possibility of replacing rye bread flour with rye wholemeal bread flour characterized by a higher content of vitamins and minerals was studied.
The indicators of the falling number and the content of reducing sugars in rye wholemeal flour have been determined in comparison with rye bread flour. It has been revealed that the falling number of rye bread flour was 48% higher than that of wholemeal bread flour, and the sugar content was 19% higher.
It has been established that making saccharified pregelatinized flour with the use of rye wholemeal bread flour improves the content of reducing sugars by 1.2 times in comparison with the saccharified pregelatinized flour made of rye bread flour. The high content of reducing sugars in saccharified pregelatinized flour will contribute to the more intensive growth of microorganisms, which will intensify the process of making semi-finished products.
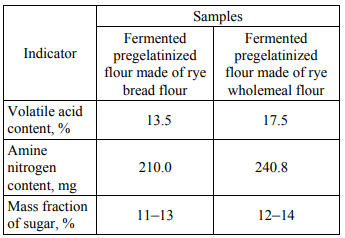
The effect of wholemeal flour on the content of volatile acids, amine nitrogen and sugar in fermented pregelatinized flour has been studied. The fermented pregelatinized flour was made with the addition of an acidophilic starter in the amount of 50% of the weight of saccharified pregelatinized flour.
Based on the results of the analyses, it has been revealed (Table 2) that the sample prepared using rye wholemeal flour was characterized by a higher content of amine nitrogen, volatile acids and mass fraction of sugar in comparison with the sample of the fermented pregelatinized flour made of rye bread flour. Therefore, making saccharified pregelatinized flour of rye wholemeal flour has a beneficial effect on the life of lactic acid microorganisms.
Development of the basic technological parameters for making dry fermented pregelatinized flour to provide stable biotechnological and microbiological properties. To optimize the parameters of drying fermented pregelatinized flour, the effect of the amount of an acidophilic starter (from 0 to 50% of the weight of saccharified pregelatinized flour) on the rheological properties of fermented pregelatinized flour has been studied. The pregelatinized flour was made of rye wholemeal flour, saccharified for 4 hours and then an acidophilic starter was added. In the process of fermentation, an acidophilic starter was added to the samples of saccharified pregelatinized flour in the amount of: 1–0%, 2–10%, 3–15%, 4–20%, 5–25%, 6–30%, 7–35%, 8–40%, 9–45%, 10–50%.
For clarity, let us present some flow curves obtained as a result of the studies (Fig. 2).
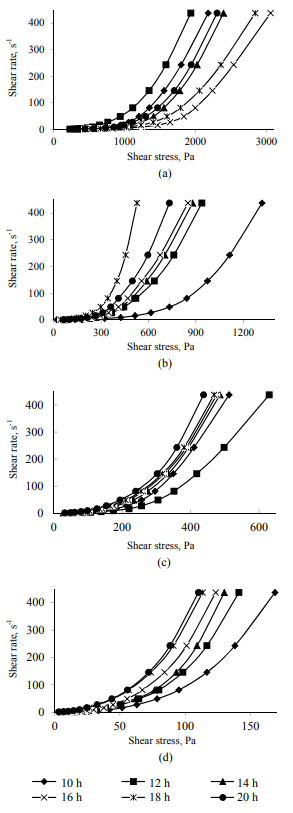
Figure 2 shows the general trend for all the samples. In the initial period of time, the viscosity of the fermented pregelatinized flour decreases, then the structure is stabilized and, at the final stage, there is a slight decrease in the mobility of the medium. This is due to the biochemical reactions in the medium. The difference in the readings of the shear stress scale is directly related to the consistency of the samples. In the denser media of the samples with a mass fraction of a starter of 20%, 30% and 35% (samples No. 4, 6 and 7, respectively), there are higher shear stresses within the range from 500 to 3000 Pa. The samples numbered 2, 3, 8 and 10 had a medium consistency during mixing of the starter, and therefore the shear stress varies from 300 to 500 Pa. The samples with a starter content of 0%, 15% and 45% had the most liquid consistency as evidenced by the shear stress values within 150–300 Pa. In each individual case, there is a difference in the values of shear stress in a certain time interval which is explained by the chemical reactions at the molecular level. As a rule, this happens at the final stage, 8–10 hours after batching.
Analyzing the obtained curves, it can be concluded that viscosity is affected not only by the addition of a starter in percent, but also by such external factors as a starter technological process.
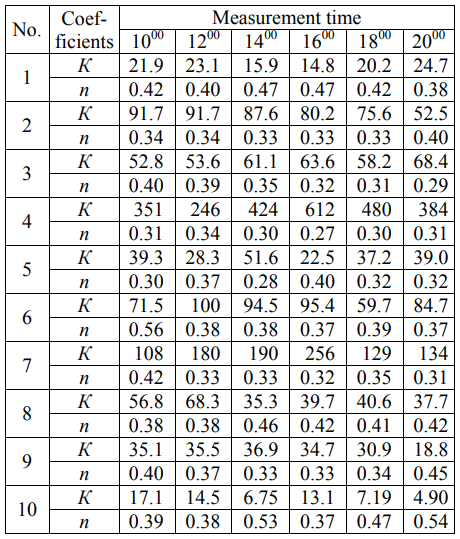
It has been established that the samples of fermented pregelatinized flour refer to the nonNewtonian or anomalous viscous liquids described by the Ostwald-de-Waele rheological relationship, which is written in general form as:
![]()
The values of coefficients are presented in Table. 3.
To analyze the optimal composition of pregelatinized flour, some flow curves have been plotted for the values of dependence of rate on shear stress at the end of fermentation of pregelatinized flour, as shown in Fig. 3.

Analyzing the data obtained, it can be concluded that the sample numbered 10 has the lowest shear stress, hence the fermented pregelatinized flour with a 50% content of a starter has the least viscous structure, which allows the sample to be dried more quickly using a moisture analyzer and to preserve lactic acid bacteria.
Study of various methods for drying fermented pregelatinized flour for use in the technologies of bakery products made of rye and a mixture of rye and wheat flour. When determining the conditions of drying fermented pregelatinized flour, a number of studies were carried out at the Kemerovo State University. The pregelatinized flour was dried in three ways: a thermoradiation, convective and sublimation one. After each drying, the number of cells of beneficial microflora was determined in the samples. For this purpose, limiting dilution inoculation was carried out with plating and filling with a differential diagnostic medium. Since the main microflora of a starter consists of thermophilic lactobacilli, the agar MRS medium has been chosen for the analysis. The microflora of a starter is a group of conditionally anaerobic microorganisms, therefore, conditionally anaerobic conditions were created to determine the number of cells. The account was carried out by counting and microscopy. The analysis of the obtained data showed that in all the samples the number of cells did not exceed 1 × 106 CFU/g. For example, in the samples of pregelatinized flour subjected to thermoradiation drying, the number of cells was (2–6) × 104 CFU/g, in the samples obtained by convection drying – (5–9) × 105 CFU/g. Whereas, when drying using the sublimation method, the titer of beneficial microflora showed 1 × 105 CFU/g, which is ten times lower compared to the other two types of drying. Given that the temperature of the process is not destructive for sourdough microorganisms – it is most likely that the low survival rate of microflora is related specifically to the radiation activity of IR lamps.
Thus, it has been experimentally established that microorganisms are destroyed least during convective drying. The survival rate of microorganisms is maximum in the case of this method for concentrating.
As a result, the optimal method and modes for drying fermented pregelatinized flour have been determined: convective drying at a temperature of 40–45°C for 170–200 min and an air flow rate of 1.5–1.8 m/s above, 0.3–0.5 m/s below, 0.8 m/s on the right and 0.1–0.15 m/s on the left.
An organoleptic estimation has been carried out and the physicochemical and microbiological indicators of the obtained dry fermented pregelatinized flour have been determined.
In terms of organoleptic indicators, the obtained dry fermented pregelatinized flour was polydisperse powder non-uniform in a particle size, with no foreign impurities, of a cream color, with a taste and odor peculiar to fermented pregelatinized flour.
The microflora of the obtained dry fermented pregelatinized flour is mono-shaped and consists of the lactic acid bacteria Lactobacillus helveticus H10 adapted to high temperatures (40–45°C), the microbial titer is 1 × 106 CFU/g, the acidity is 58–60 deg., the moisture is 7.0–9.0% and the mass fraction of sugar is 34–36%.
Development of aggregate technology and assortment of long-life rye-wheat bakery products. To develop an aggregate technology and assortment of long-life rye-wheat bakery products, the effect of the obtained dry fermented pregelatinized flour on the physicochemical, organoleptic and microbiological indicators of the quality of bakery products made of a mixture of rye and wheat flour, as well as the effect of the food ingredients that preserve the freshness of products increasing their storage stability and nutritional value have been studied.
Studies have been carried out to determine the optimal dosage of dry fermented pregelatinized flour. The dry fermented pregelatinized flour was added to the dough in the amount of 10, 20, 30 and 40% of the weight of flour (at the same time the amount of rye wholemeal flour in the dry fermented pregelatinized flour was subtracted from the total quantity of rye bread flour according to the recipe to maintain the ratio of rye bread flour: first grade wheat flour equal to 70 : 30). The fermentation time was 60 minutes. Table 4 gives the results of the physico-chemical analysis of the quality of rye-wheat bread.
As a result of the analysis of the data, it has been established that the indicators of the volume yield of bread, the specific volume and the porosity of crumb decrease in direct proportion with an increase in the percentage addition of dry fermented pregelatinized flour. The acidity of crumb of the bread sample with a 40% content of dry fermented pregelatinized flour (Sample No. 4) is more than twice as high as that of the bread sample with the addition of dry fermented pregelatinized flour in the amount of 10% (Sample No. 1). The samples with a mass fraction of dry fermented pregelatinized flour of 20% and 30% (the samples numbered 2 and 3, respectively) have optimal characteristics.
As a result of the analyses, the technological possibility of adding dry fermented pregelatinized flour in a dosage of 20–30% has been established. The samples were characterized by optimal acidity, a specific volume and porosity for long-life rye-wheat bakery products.
The next stage of the study was the choice of an optimal method for making dough. The dough was made using the batter method with a shortened fermentation time and using the quick dough method. As the control sample, a dough sample with no starters was used.
The formulations and modes for making dough are given in Table 5 and the bread quality indicators – in Table 6.
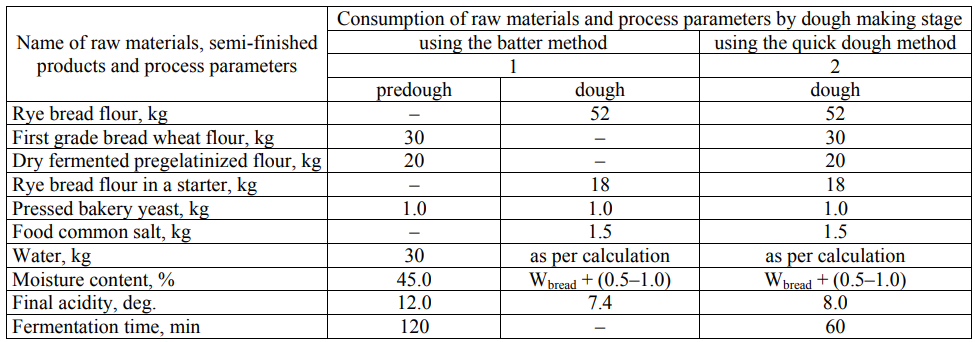
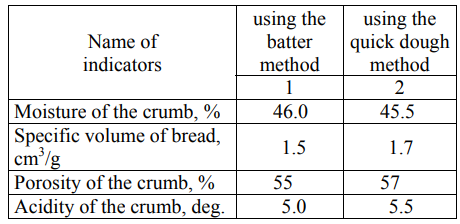
It has been found that various methods for making dough did not have a significant effect on the physicochemical indicators of the quality of bakery products. In terms of organoleptic properties, all the test samples were characterized by a correct form without cracks, the brown color of crusts, the developed porosity, elastic baked crumb and a characteristic taste and odor. The obtained data allow us to recommend the quick dough method to make bakery products of a mixture of rye and wheat flour, since the samples were characterized by a higher acidity. The increase in the acidity index will prevent their microbiological spoilage during storage.
Development of a method for preserving the freshness and microbiological resistance of the bakery products made of a mixture of rye and wheat flour. To increase the shelf life of more than five days, a number of studies have been conducted on the effect of food ingredients (enzyme preparations (EP) and preservatives) on the quality of bakery products and the preservation of freshness and microbiological safety.
The products were prepared according to the formula with the addition of sorbic acid in the amount of 0.2% of the weight of flour, Novamyl 3D – 0.01% of the weight of flour and Pentopan 500 BG – 0.01% of the weight of flour according to the chosen technology. As the control sample, a flour sample with no conditioners was used. The effect of the addition of conditioners on the preservation of freshness and microbiological safety of bakery products was judged by the moisture, the total, elastic and plastic deformation of bread crumb, determined using Structurometer ST-2 and the surface indications of mold formation on the 1st, 7th and 14th days of storage. The bakery products were packed in plastic bags (PA/HV/PE) with a thickness of 0.08 mm. Table 9 presents the moisture content and deformation of bread crumb.
According to the data presented in Table 7, it can be seen that the indicators of the total, elastic and plastic deformation of crumb decreased to a lesser extent in the products made using Novamyl 3D and sorbic acid as a preservative.
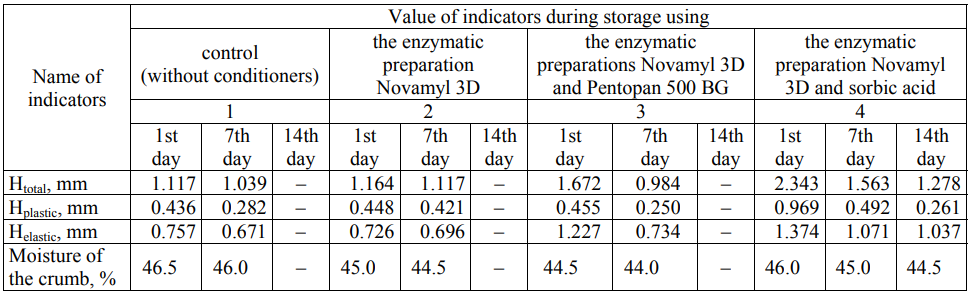
The first signs of microbiological damage were observed on the 7th day of storage in Samples 1, 2 and 3. In the case of the use of sorbic acid and Novamyl 3D in the formulation of bakery products, Sample 4 did not show any molding signs after 14 days.
Thus, the joint use of Novamyl 3D and sorbic acid helped to suppress microbiological spoilage and preserve the freshness of bakery products for 14 days.
ВЫВОДЫ
Based on the results of the studies:
(1) The composition of the nutrient mixture for dry fermented pregelatinized flour has been optimized in terms of rheological, biotechnological and microbiological indicators. It has been found that fermented pregelatinized flour with a 50% content of a starter has the least viscous structure, which allows to dry the sample faster using a moisture content analyzer and to achieve the preservation of lactic acid bacteria.
(2) It has been found that the sample prepared using rye wholemeal flour was characterized by a higher content of amine nitrogen (by 15%), volatile acids (by 29%) and a mass fraction of sugar (by 27%) compared to the sample of the fermented pregelatinized flour made of rye bread flour. Therefore, making saccharified pregelatinized flour of rye wholemeal flour has a beneficial effect on the life of lactic acid microorganisms.
(3) A number of optimum technological parameters for drying fermented pregelatinized flour using convective drying have been developed: drying at a temperature of 40–45°C for 170–200 min and an air flow rate of 1.5–1.8 m/s above, 0.3–0.5 m/s below, 0.8 m/s on the right and 0.1–0.15 m/s on the left to provide stable biotechnological and microbiological properties. It has been revealed that microorganisms are destroyed least during convective drying, the survival of microorganisms when using this method for concentrating is maximum, and the microbial titer in the samples is not less than 1 × 105 CFU/g.
(4) In terms of organoleptic indicators, the obtained dry fermented pregelatinized flour is polydisperse powder non-uniform in a particle size, with no foreign impurities, of a cream color, with a taste and odor peculiar to fermented pregelatinized flour. The microflora of the obtained dry fermented pregelatinized flour is mono-shaped and consists of the lactic acid bacteria Lactobacillus helveticus H10 adapted to high temperatures (40–45°C), the acidity is 58–60 deg., the moisture is 7.0–9.0% and the mass fraction of sugar is 34–36%.
(5) The technological capability and the optimal dosage of addition of dry fermented pregelatinized flour in the amount of 20–30% of the weight of flour in making rye-wheat breads have been established. The samples were characterized by the acidity, specific volume and porosity optimal for long-life rye-wheat bakery products.
(6) It has been established that the use of dry fermented pregelatinized flour in the optimal dosage for various methods for making dough did not have a significant effect on the physico-chemical indicators of the quality of rye-wheat bakery products. The obtained data allow us to recommend the quick dough method for making dough in the development of bakery products from a mixture of rye and wheat flour due to the higher acidity of crumb.
(7) It has been established that the combined use of Novamyl 3D and sorbic acid (in the amount of 0.001% and 0.2% of the weight of flour, respectively) in the technology of rye-wheat bakery products with dry fermented pregelatinized flour suppressed the microbiological spoilage and preserved the freshness of bakery products for 14 days.
СПИСОК ЛИТЕРАТУРЫ
- De Vuyst L., Vrancken G., Ravyts F., Rimaux T., and Weckx S. Biodiversity, ecological determinants, and metabolic exploitation of sourdough microbiota. Food Microbiology, 2009, vol. 26, no. 7, pp. 666-675. DOI: 10.1016/j.fm.2009.07.012.
- De Vuyst L., Harth H., Van Kerrebroeck S., and Leroy F. Yeast diversity of sourdoughs and associated metabolic properties and functionalities. International Journal of Food Microbiology, 2016, vol. 239, pp. 26-34. DOI: 10.1016/j.ijfoodmicro.2016.07.018.
- Vershinina O.L., Gonchar V.V., and Roslyakov Yu.F. Development of a rye symbiotic natural starter for bakery. Bread products, 2016, no. 2, pp. 40-42. (In Russian).
- Chaldaev P.A. and Zimichev A.V. Oatmeal for making bakery products of a high nutritional value. Baking in Russia, 2013, no. 3, pp. 26-28. (In Russian).
- Savkina O.A., Kuznetsova L.I., and Chubenko N.T. Loosening the dough. Yeast or leaven. Baking in Russia, 2016, no. 3, pp. 15-17. (In Russian).
- Nevskaya E.V., Kostyuchenko M.N., and Shlelenko L.A. Biotechnological aspects of the creation of new types of bakery products for feeding children. Baking in Russia, 2011, no. 3, pp. 16-18. (In Russian).
- Sergacheva E.S. and Soboleva E.V. Yeast strains in wheat bread technology. Agricultural sciences and agroindustrial complex at the turn of the century, 2013, no. 3, pp. 53-56. (In Russian).
- Gorelnikova E.A., Sadygova M.K., and Kurako U.M. Effect of the ferment from probiotic microorganisms and chickpea shell on microbiological and physicochemical indicators of bakery products. Bulletin of the Saratov State Agrarian University named after N.I. Vavilov, 2012, no. 12, pp. 14-16.
- Kuznetsova L.I., Savkina O.A., Pavlovskaya E.N., et al. Zakvaski v evropeyskom khlebopechenii [Sourdoughs in European baking]. In: Pishchevye ingredienty v proizvodstve khlebobulochnykh i muchnykh konditerskikh izdeliy [Food ingredients in bakery and flour confectionery production]. Moscow: DeLi Plyus Publ., 2013, рр. 339-354.
- Enikeev R.R., Kashaev A.G., and Zimichev A.V. Application of starters in breadmaking. Izvestia vuzov. Pishevaya tekhnologia, 2010, no. 2-3, pp. 7-9. (In Russian).
- Van Kerrebroeck S., Maes D., and De Vuyst L. Sourdoughs as a function of their species diversity and process conditions, a meta-analysis. Trends in Food Science & Technology, 2017, vol. 68, pp. 152-159. DOI: 10.1016/j.tifs.2017.08.016.
- Kosovan A.P. (ed.). Sbornik sovremennykh tekhnologiy khlebobulochnykh izdeliy [Collection of modern technologies of bakery products]. Мoscow: Russian Academy of Agricultural Sciences Publ., 2008. 268 p.
- Afanasʼeva O.V., Pavlovskaya E.N., and Kuznetsova L.I. Katalog kulʼtur mikroorganizmov “Molochnokislye bakterii i drozhzhi dlya khlebopekarnoy promyshlennostiˮ iz Kollektsii Sankt-Peterburgskogo filiala GNU GOSNIIKhP Rosselʼkhozakademii [Catalog of cultures of microorganisms “Lactic acid bacteria and yeast for the bakery industryˮ from the Collection of the St. Petersburg branch of the State Scientific Institution of the State research institute of the bakery industry of the Russian academy of agricultural sciences]. Мoscow: Rosselkhozakademiya Publ., 2008. 98 p.
- Kuznetsova L.I., Savkina O.A., Pavlovskaya E.N., Lokachuk M.N., and Ternovskaya G.V. Improving of the propagating cycle of thick rye sourdough. Bakery in Russia, 2014, no. 4, pp. 26-28. (In Russian).
- Sieuwerts S., Bron P.A., and Smid E.J. Mutually stimulating interactions between lactic acid bacteria and Saccharomyces cerevisiae in sourdough fermentation. LWT-Food Science and Technology, 2018, vol. 90, pp. 201-206. DOI: 10.1016/j.lwt.2017.12.022.
- Edema M.O. and Sanni A.I. Functional properties of selected starter cultures for sour maize bread. Food Microbiology, 2008, vol. 25, no. 4, pp. 616-625. DOI: 10.1016/j.fm.2007.12.006.
- Corona O., Alfonzo A., Ventimiglia G., et al. Industrial application of selected lactic acid bacteria isolated from local semolinas for typical sourdough bread production. Food Microbiology, 2016, vol. 59, pp. 43-56. DOI: 10.1016/j.fm.2016.05.006.
- Manini F., Casiraghi M.C., Poutanen K., et al. Characterization of lactic acid bacteria isolated from wheat bran sourdough. LWT-Food Science and Technology, 2016, vol. 66, pp. 275-283. DOI: 10.1016/j.lwt.2015.10.045.
- Choi H., Kim Y., Hwang I., Kim J., and Yoon S. Evaluation of Leuconostoc citreum HO12 and Weissella koreensis HO20 isolated from kimchi as a starter culture for whole wheat sourdough. Food Chemistry, 2012, vol. 134, no. 4, pp. 2208-2216. DOI: 10.1016/j.foodchem.2012.04.047.
- Plessas S., Fisher A., Koureta K., et al. Application of Kluyveromyces marxianus, Lactobacillus delbrueckii ssp. bulgaricus and L. helveticus for sourdough bread making. Food Chemistry, 2008, vol. 106, no. 3, pp. 985-990. DOI:10.1016/j.foodchem.2007.07.012.
- Axel С., Röcker B., Brosnan B., et al. Application of Lactobacillus amylovorus DSM19280 in gluten-free sourdough bread to improve the microbial shelf life. Food Microbiology, 2015, vol. 47, pp. 36-44. DOI: 10.1016/j.fm.2014.10.005.
- Plessas S., Alexopoulos A., Mantzourani I., Koutinas A., and Bezirtzoglou E. Application of novel starter cultures for sourdough bread production. Anaerobe, 2011, vol. 17, no. 6, pp. 486-489. DOI: 10.1016/j.anaerobe.2011.03.022.
- Kosovan A.P., Polandova R.D., Kostyuchenko M.N., et al. Instruktsiya po preduprezhdeniyu kartofelʼnoy bolezni khleba na khlebopekarnykh predpriyatiyakh [Instructions for the prevention of rope spoilage of bread at bakeries]. Мoscow: State Scientific Research Institute of Bakery Industry Publ., 2012. 31 p.
- Yusupova G.G., Sidorova O.A., Tarutina O.L., Polandova R.D., and Afanasʼeva O.V. Mikrobiologicheskiy kontrolʼ na khlebopekarnykh predpriyatiyakh [Microbiological control at bakery enterprises]. Moscow: State Scientific Research Institute of Bakery Industry Publ., 2008. 334 p.
