

Аннотация
The combination of dairy and vegetable raw materials is considered a technological way of mutual enrichment that allows to optimize the composition and content of fatty and amino acids to a certain extent. The ultrasonic effect contributes to an increase the colloidal stability of products of an emulsion and suspended nature based on vegetable and dairy raw materials. The aim of this work was the study of the process of obtaining protein-containing beverages, vegetable-based in conditions of ultrasonic influence. The main object of the study selected the flour from oilcake of nuts of Pinus sibirica Du Tour (cedar flour). The beverages were obtained using two methods: 1) by scalding cedar flour with the drinking water heated to a temperature of 70°C; 2) by gradual bringing a model mixture of cedar flour with drinking water to the boil. The mass ratios of cedar flour and drinking water were used in the study at 10 : 90 (10% of cedar flour), 10 : 80 (11.1%), 10 : 70 (12.5%), 10 : 60 (14.3%), 10 : 50 (16.7%) and 10 : 40 (20.0%). The model drinks were processed in a cavitation mode (20 W/cm2) of the "Volna" apparatus at the frequency of ultrasonic vibrations of 22 ± 1.65 kHz; the processing time was 2 and 5 minutes. The effectiveness of ultrasound exposure was estimated by the content of dry matters, protein and fat, of size of fat droplets and the colloidal stability of the resulting emulsion. The application of an ultrasonic field provides an increase in the degree of transition of soluble dry matters of cedar flour to the water phase up to two times, including fat ten times and soluble proteins up to two times. As a result, the drops of cedar oil, extracted from the cedar flour are dispersed effectively, resulting in enhanced stability obtained emulsions. The dosage cedar flour within of 14-16.7% under scalding conditions followed by an ultrasound cavitation for 2 min, can be considered as optimal conditions for producing beverages. The analysis of the resulting beverage (2.6-3.4% of protein and 2.8-3.3% of fat) shows its comparability with cow milkКлючевые слова
The combination of raw materials, cedar flour, vegetable milk, ultrasonic cavitation, dissolution efficiency, the nutritional value of beverages, the colloidal stability of beveragesВВЕДЕНИЕ
The interest in the topic of combined products and beverages has grown in recent years [1–8]. The expediency of such products and beverages is due, first of all, to the possibility of regulating their chemical composition in accordance with the modern requirements of the nutrition science. Under these conditions, the introduction of plant raw materials into the formulation is considered as a partial replacement of animal proteins and lipids, which allows to increase the content and optimize, to some extent, the composition of fatty and amino acids in a new product.
Some types of oil cake, in particular, the oil cake of pine nut kernels can also be considered as the promising food raw materials for the production of combined products [9]. However, under normal conditions, milk protein and polysaccharides of vegetable raw materials are limitedly compatible, which leads to the formation of a sediment or liquid-phase separation, depending on the specificity of the concentration of molecular components [10]. The latter, as is known, is determined by the component composition of raw materials that directly determines the functional and technological properties of polycomponent food systems and substantially distinguishes them from the properties of purified vegetable proteins.
It is well known that the structuring and dispergating of protein and other components in food colloidal systems is determined by a number of physicochemical factors:
– the size of a particle of the processed object (from animal and vegetable raw materials);
– the ratio of the basic nutrients in the system - proteins, fats and carbohydrates, and their properties;
– the intensity of the physico-chemical effect on the system (temperature, pH, a dispergating method - in the ultrasonic mode, in a pulsing device and others). The first two factors are determined by the raw materials used and initially form the ability of the particles of processed raw materials to form a relatively stable food colloidal system - emulsion, suspension, foam, paste and so on.
The most promising way of processing food environments that allows to give stability to a colloidal system and accelerate the dissolution and structuring processes without the use of specialized food supplements is ultrasonic cavitation.
Most often, the main purpose of applying ultrasound to various environments in the food industry is to increase the extraction efficiency of soluble dietary fibers [11–13] and a variety of biologically active substances of vegetable raw materials - polyphenolic compounds [14–20], carotenoids [21, 22] and some other components that are specific for certain types of raw materials [23], or the total recovery of such components [24]. Extraction under ultrasonic conditions is one of the most environmentally friendly methods of intensifying the release of biologically active substances [25, 26]. This promotes studies on the use of ultrasound to produce finished forms of food [27–29], especially in the dairy industry, for the homogenization of milk and the dairy products derived from dried milk raw materials [30].
In Russia and the CIS countries, the main areas of applied studies in the field of ultrasound in food industries are the production of soft drinks and their semi-finished products [31, 32], the instantization of dry dairy products [33–34] and the homogenization of emulsion and paste-like meat, vegetable and dairy products [35–38]. In the dairy industry, the roleof a factor contributing to the homogenization of fat, a decrease in viscosity and an increase in the emulsion stability of reconstituted milk and serum is assigned to ultrasonic cavitation [39].
In general, the effectiveness of ultrasound in a cavitation mode is proven with respect to the homogenization and structuring of both vegetable and animal food masses (including beverages). Therefore, it can be assumed that the application of effects of ultrasonic cavitation should also contribute to the stability of the beverages produced by combining protein-containing dairy and vegetable raw materials.
The paper aims at studying the conditions for producing protein-containing beverages on a vegetable raw materials basis - the flour from the oil cake of pine nut kernels (cedar flour) - under ultrasonic conditions in the advanced cavitation mode (with an intensity of more than 10 W/cm2).
Problems to be solved:
– the systematization of literature data to identify the nature and mechanisms of physical and chemical processes in food environments under ultrasonic conditions;
– the study of disperse characteristics of cedar flour, the analysis of transition of proteins and total of soluble dry solids of cedar flour to a beverage when cedar flour is instantized with water without the use of additional methods for physico-chemical effects;
– the study of the general patterns of transition of proteins, fat and total of soluble dry solids of cedar flour to a beverage under conditions of selected ultrasonic modes;
– the estimation of the effectiveness of ultrasonic treatment to produce vegetable analogues of milk from oil cake using the example of cedar flour, the comparative characteristic of the nutritional value of the beverages produced.
ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЯ
The following are used as the study objects:
(1) cedar flour is flour from the oil cake of nut kernel a Siberian stone pine (Pinus sibirica Du Tour) produced by the manufacturer through a cold pressing of edible cedar oil, ground to a dispersion of less than 0.5 mm and packed in consumer packaging (a double-layer polyethylene film, a vacuum) under industrial conditions. Cedar flour has a characteristic mild nut flavor and after-taste, of the cream color. Nutritional value of 100 g of the product, according to the manufacturer's label: proteins - 34 g, fats - 20 g, carbohydrates - 25 g; the energy value is 416 kcal. The actual values of components of the chemical composition of cedar flour, determined using standard methods for studying oil raw materials: fats – 21.5 ± 0.2%, proteins – 36.7 ± 0.1%, carbohydrates (in total) – 21.4 ± 0.5%. The shelf life stated by the manufacturer is 12 months at a temperature of no more than 25ºС and a relative air humidity of no more than 75%;
(2) whole milk powder 25% fat, produced and packaged in consumer packaging (a plastic bag and a cardboard box) under industrial conditions. Milky cream fine powder. The taste and smell are typical of pasteurized whole milk, without foreign flavors and smells. Nutritional value of 100 g of the product (according to the label): proteins - 25.4, fats - 25.0; the energy value is 475 kcal. The shelf life stated by the manufacturer is 8 months at a temperature from 0 to 10°С and a relative air humidity of no more than 85%;
(3) the beverages produced from drinking water (pH is 6.7–6.8, the total mineralization is 0.2 g/l) and cedar flour or the combinations of cedar flour and milk powder.
Study methods. When studying literature data, methods of comparative analysis and systematization of information from scientific publications and periodicals were used.
The structure of milk powder and cedar flour was studied using a scanning electron microscope "JSM-840" (Japan, JEJL).
The disperse characteristics of cedar flour and its combinations with milk powder, as well as the sedimentation rate (the stability of beverages), were studied carried out using a method of sedimentation analysis, at a temperature of 20°C, and BT type torsion scales with a unit value of 1 mg.
The experimental beverages were prepared in glass thermo- and chemically resistant dishes, in two ways: scalding and boiling. When scalding the beverages were produced by pouring into cedar flour (or the prepared combinations of cedar flour and milk powder) drinking water which was preheated to 70°C, the ratio of cedar flour : water: 10 : 90 (10%), 10 : 80 (11.1%), 10 : 70 (12.5%), 10 : 60 (14.3%), 10 : 50 (16.7%) and 10 : 40 (20.0%), by mass. In the case of preparation of a beverage by boiling, drinking water at a temperature of 20 ± 2°C was poured into a weighed portion of cedar flour in a mass ratio of 10 : 90 (10%), 10 : 80 (11.1%), 10 : 70 (12.5%), 10 : 60 (14.3%) and 10 : 50 (16.7%), gradually heating the resulting suspension to boiling (100 ± 2°C).
To improve the efficiency of conversion of cedar flour dry matters to the emulsion of the resulting beverage, the pre-scalded and boiled samples were ultrasonically exposed using an ultrasonic technological device of the "Volna" series of the UZTA-0.4/22-OM model (Fig. 1). The device has been developed at the Laboratory of Acoustic Processes and Devices of the Biysk Technological Institute (branch) of the Polzunov Altai State Technical University and is intended for the intensification of processes in liquid media and also for the intensification of dissolution and dispergating processes [40].
Structurally, the ultrasonic device consists of an electronic unit and an ultrasonic vibrating system connected to it by means of a connecting cable. The frequency of ultrasonic vibrations is 22 ± 1.65 kHz, the maximum power consumption is 400 watts. Manufacturer's recommended operating conditions: at an ambient temperature of 10–40°С and a relative air humidity of no more than 80%.
High-intensity (20 W/cm2) native ultrasonic modes designated by the apparatus control program were used to process the model liquid media of beverages. An effect of processing time on the composition and colloidal stability of the beverages produced from cedar flour was studied in the course of the studies.
The diameter and number of fat droplets in the beverages produced from cedar flour were determined using a Gorjaev's count chamber.
The content of dry matters in the beverages produced from cedar flour was determined using a gravimetric method (drying of emulsions at 130 ± 2°C to a constant weight), and refractometrically, using an IRF-454B2M refractometer.
The protein content of the beverages produced from cedar flour was determined using a formol titration method.
All the studies were carried out with a 3-4-fold frequency. The results of the experimental studies were subjected to statistical processing using a correlation and progressive analysis implemented using standard Microsoft Office software packages.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
One of the fundamental characteristics of vegetable and animal raw materials that determine the rate of the processes of wetting, extraction and dissolution is the particle size [41]. Using the example of dried milk instantization conditions, it was shown that the minimum particle size required for their spontaneous immersion in water is about 50 μm [42].
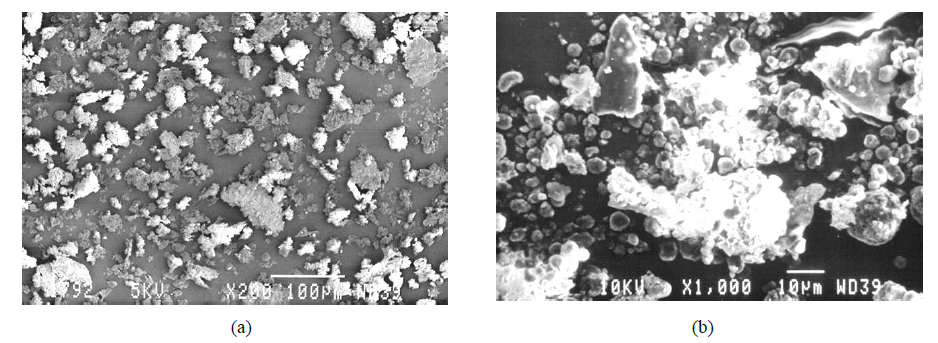
The study of cedar flour by electron microscopy showed that, when in the dry state, its particles are granules of an irregular shape and are characterized by relatively small dimensions: from 0.25 to 14.0 μm; the average particle size is 5 μm (Fig. 2).
For comparison are given micrographs of particles of powder milk made under the same conditions: spheres of an irregular shape, with a diameter from 1 to 30 μm (Figure 3).
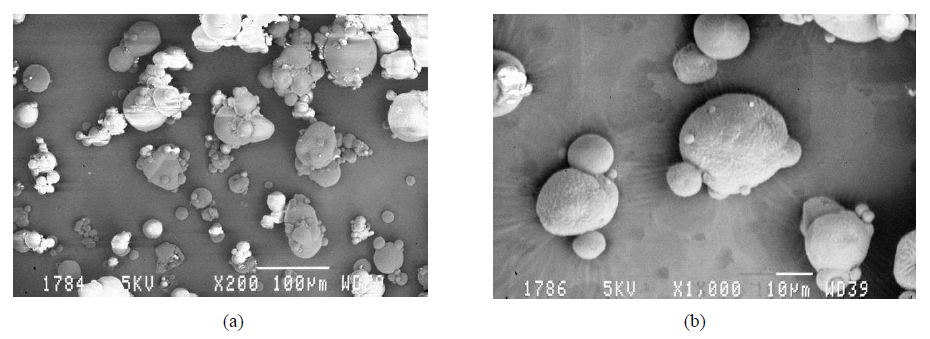
A method for "crushing" casein micelles is widely used in food technologies to improve the homogenization of dairy and vegetable products [43]. According to the results of electron microscopy, cedar flour particles are much smaller in comparison with sufficiently large milk powder particles (micelles). Therefore, it can be predicted that they will dissolve easily, without requiring significant energy costs for disintegration in the preparation of beverages in the form of suspensions or emulsions.
When examining the disperse characteristics of cedar flour and its combinations with milk powder, the following main tasks were solved:
– the determination of the maximum and minimum radii of particles in the system;
– the study of the fractional composition of particles;
– the determination of the average particle diameter in accordance with the mass distribution of particles.
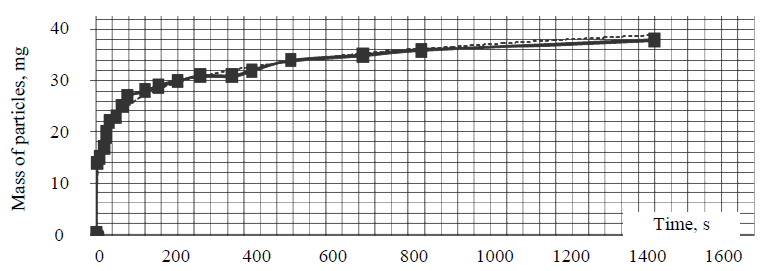
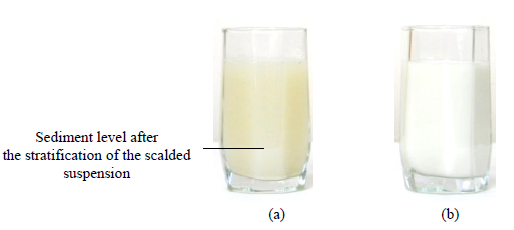
According to the sedimentation analysis, the weight of the agglomerates of water-soaked cedar flour particles is in the range from 14 to 38 mg (Fig. 4). The study of sedimentation stability of colloidal systems based on cedar flour or its combinations with milk powder shows that the suspensions obtained by scalding or boiling are separated, without the use of additional treatment effects, into 2 phases within 30–120 minutes. The upper phase is a sufficiently homogeneous emulsion of a yellowish-cream color, the lower phase is a loose greyish-creamy sediment of the undissolved particles of cedar flour. With the course of time there is a gradual compaction of this sediment.
With an increase in the dosage of cedar flour in the model beverage system, the stability of suspensions decreases, but at the same time reduced and the speed of separation of suspensions, which is due to the satisfactory emulsifying properties of oil cake proteins.
The combination of cedar flour and milk powder in a ratio of 1 : 1 contributes to an increase in the solubility of the raw materials studied.
To characterize the disperse state of the systems obtained on the basis of cedar flour, milk powder and a composition on their basis, integral and differential curves have been drawn. The integral distribution function curves (Fig. 5) show the dependence of the value Q (the percentage of particles with a radius from rmax to r) on the particle radius (r), which allows to characterize the fractional composition of particles in a colloid system with a high degree of reliability (the approximation reliability value R2 = 0.96). The analysis of integral curves allows to conclude that the disperse phase of the resulting suspension, after the particles of cedar flour are wet, is made up of globule particles with a radius from 85 to 355 μm – the particles of such sizes cannot become steady independently in the suspended state.
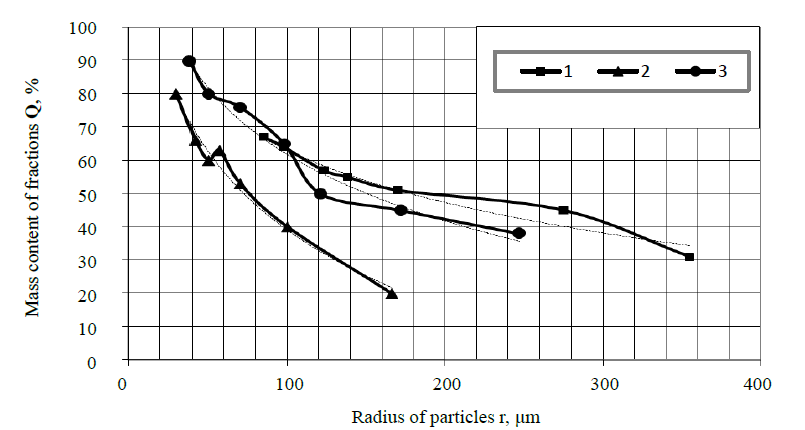
It is confirmed on the example of the homogenization conditions for pure-like products from vegetable raw materials, that in order to conserve particles in the suspended state, they must be 50 μm or smaller [37]. In our case, when preparing a composition of cedar flour and milk powder in a ratio of 1 : 1, the range of particle distribution becomes from 30 to 170 μm, that is, when producing a beverage in the suspended state, only a small fraction of cedar flour particles will be retained, and the predominant part of the flour will be sedimented.
Figure 6 shows the differential curves that represent the dependence of the mass function of distribution of particles of the disperse phase on their radius. As is known, the narrower the interval of boundary radii on the differential curve and the higher its maximum, the closer the resulting suspension to the monodisperse one. Such a function is in the case of a colloidal system based on instantized dried milk.
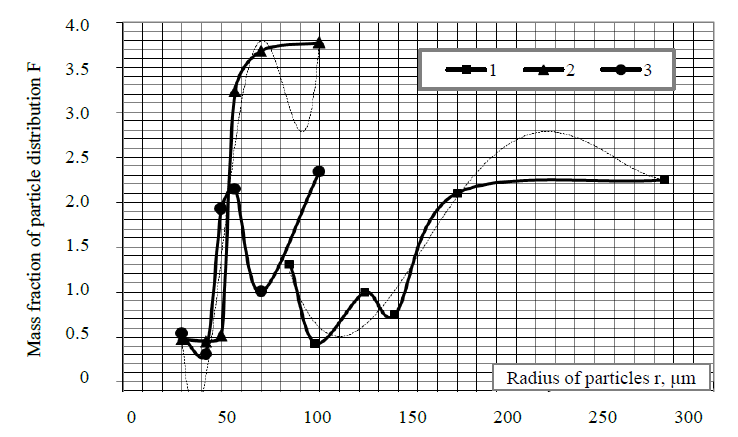
The functions of distribution of particles of the disperse phase in the suspensions based on cedar flour and its combination with milk powder in the relation under consideration are polydisperse. Such a relationship can also be predicted for the milk and vegetable combinations based on cedar flour in other proportions.
Polynomial regression equations that describe the dependence of the mass distribution function on the particle radius in cedar flour suspensions have been obtained by means of the mathematical treatment of the experimental data:
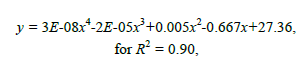
and a milk and vegetable composition on its basis (at a ratio of 1 : 1):

As it has been established earlier [44], cedar flour particles have sufficient hydrophilic and lipophilic properties. Temperature, as a factor that has an effect on a disperse system, in the case of cedar flour itself and dairy and vegetable products therewith, should not have a significant effect on the stability of the system. As the temperature rises, the particles of plant raw materials should swell much more. In this case, they will have larger sizes and have a higher sedimentation rate.
However, according to the results of a study of the rate of sediment compactionin suspensions, when producing beverages by boiling, the sediments are compactedmore slowly than when producing beverages by scalding cedar flour (Fig. 7). This is probably due to the fact that a looser sediment is formed in the case of scalding.
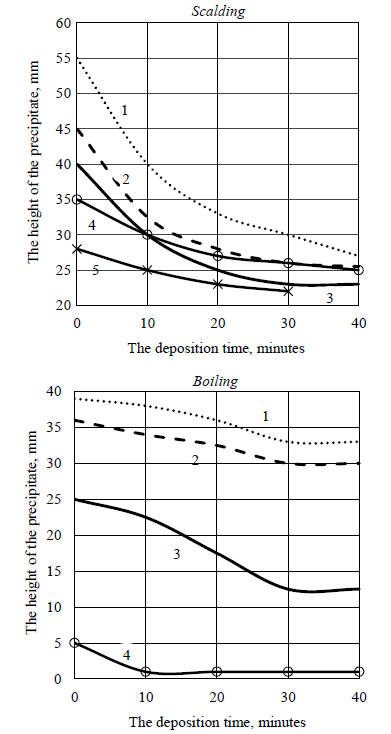
The sediment is initially formed as a lower and denser layer when boiling and scalding cedar flour in those cases where a higher dosage of cedar flour is used - at a ratio with water of 10 : 60 (14.3%), 10 : 50 (16.7%) and 10 : 40 (20.0%).
The maximum rate of sedimentation of cedar flour particles and sediment compactionis in the first 10 minutes; after 20–30 minutes from the beginning of observations, the process of sediment compactionis inhibited, and by 40 minutes, the colloidal system becomes completely stable.
It is obvious that one cannot expect an effective transition of the most valuable food components of cedar flour - proteins and polyunsaturated fats - into an emulsion without the use of special physical methods for affecting the suspended system of a beverage thus produced, as it is impossible to achieve the necessary colloidal stability of such beverages. In this regard, it can be said that it is necessary to use a powerful physicochemical effect that contributes to destroy or prevent the stratification of the structure of milk and vegetable compositions due to an increase in the solubility of cedar flour particles for finer dispergating of the particles of the considered raw materials and achieving the required stability of such beverages from vegetable raw materials.
Ultrasound in the advanced cavitation mode, like some other powerful physical effects, is an effective way to have an impact on the properties of food systems and the behavior of technological processes. As a result of continuous compression and microflow pulses from movement in various directions, collapse, the fusion of pulsating water bubbles or other solvents, ultrasonic cavitation causes the disintegration of solids (as a consequence of a shock wave produced by the collapse of cavitation bubbles) and accelerates various physical and chemical processes [30, 35, 45]. Physical effects are followed by a change in the viscosity, disperse state and strength of colloidal systems; chemical effects are manifested in the intensification of heat and mass transfer processes, including the processes of dissolution and extraction of the components of the processed raw materials [31, 45–49].
One of the possible consequences of an ultrasonic effect on the organic polymers of raw materials can be the formation of cross-linkages along the broken bonds formed when biopolymers are destroyed, followed by an increase in the viscosity and density of the treated non-aqueous media [50]. Along with this, there is a mechanical destruction of the structure of natural polymers of food raw materials expressed to a different degree, including protein fibers of muscle and connective tissues [37, 51, 52]. The degree and depth of the occurring processes are determined by the conditions of ultrasonic exposure [31, 52–54], including the effects from dissolved gases [55, 56].
The main factors that determine the reaction rate of various diffusion, chemical and other processes in food products include a change in the phase state of water. As a result of hydration, a strong bond of water with vegetable biopolymers such as proteins and complex carbohydrates (that have a basic structuring significance in food environments) is formed. In particular, it is this property of water that the effects of sonochemical water treatment are based on in the technology of instantization of dried milk and dry whey [33, 35].
When producing emulsion products, the water activated by cavitation effects is more easily bound by a colloidal system as a result of the hydrolysis of the fat molecules that adjoin the cavitating liquid and the appearance of di- and monoglycerides and natural emulsifiers and thickeners in the solution. At the same time, there are data on the coagulating effect of ultrasound related to the destruction of the solvate shell on the particles of the disperse phase [36, 57]. Under real conditions, there can only be a more or less stable equilibrium between the emulsification and coalescence of emulsion phases. Therefore, in each specific case of application of the effects of ultrasonic cavitation to a new object, it is necessary to choose those modes and duration of effect that will provide the production of a stable colloidal system, in this case, - emulsion.
The conditions for producing beverages by milk powder instantization have been studied sufficiently. Therefore, the main task of further studies was to study the conditions for obtaining stable emulsions from cedar flour - vegetable milk analogues.
Unlike milk powder particles, which are dried drops of a homogeneous solution emulsion, cedar flour particles contain about 30% of the substances that cannot dissolve in the aqueous medium, even under cavitation conditions; these are, first of all, the mineral components of ash, fiber and protein insoluble in water. In this regard, the efficiency of dissolution of cedar flour particles was estimated not by the solubility index determined when estimating the efficiency of milk powder instantization and reflecting the degree of protein hydratability, but by the transition of total of dry matters and soluble protein, as one of the most significant components in nutrition, to the resulting emulsion.
Figure 8 shows the dependence of the transition of dry matters and protein to an emulsion on the dosage of cedar flour and a processing method. When processed by ultrasound, the content of dry matters in the emulsions of beverages increases. Consequently, the solubility of cedar flour components, the nutritional value of the beverages produced and their colloidal stability increase. In this case, a high correlation is found between the results obtained using the methods for the gravimetric and refractometric determination of solids.
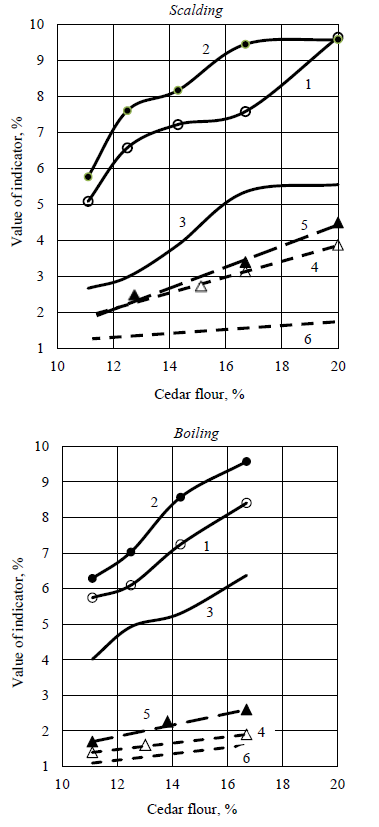
In the case of the "boiling" of a beverage, the stability of the resulting emulsions is lower than that in the cases of scalding. This is probably due to a more pronounced denaturation of cedar flour proteins as a result of a longer effect of high temperatures on them when boiling.
As it is shown in a lot of papers, the mechanical and chemical effects generated under conditions of high-intensity ultrasonic exposure are manifested primarily in the dispergating and dissolution of components [48, 49, 57, 58]. In this case, the effects that can be seen after 2 minutes of processing of model media (beverages) by ultrasound can be conditionally divided as:
(1) increasing the degree of the transition of soluble proteins and other components that are part of the composition of cedar flour to the aqueous phase of fat;
(2) dispergating the cedar oil drops extracted from cedar flour particles, which contributes to an increase in the stability of the resulting emulsions (Fig. 9).
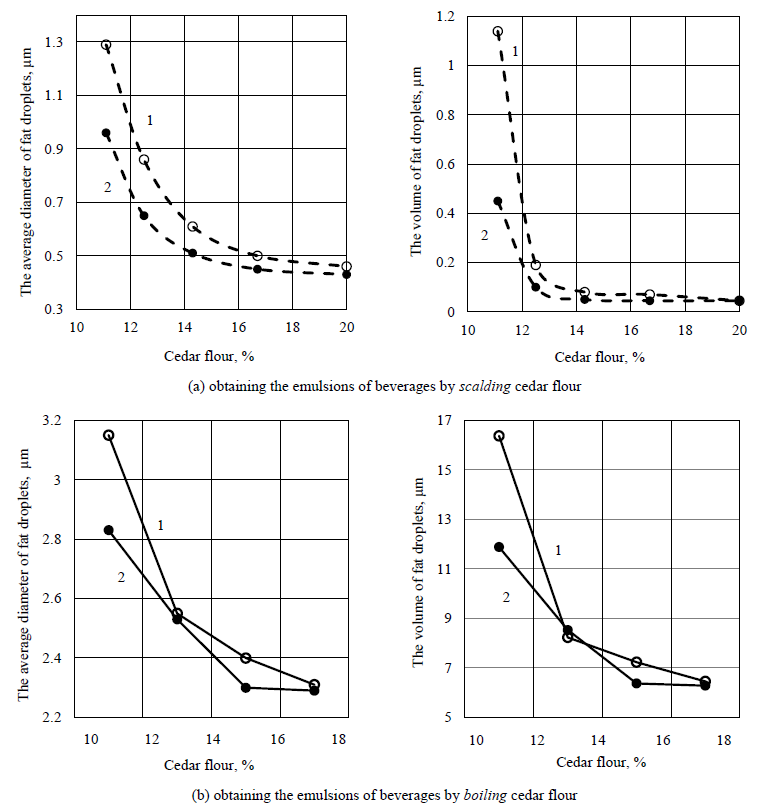
The increase in the duration of treatment of the model media with ultrasonic waves from 2 to 5 minutes does not lead to an increase in the content of dissolved fat in the resulting emulsions. However, with an increase in the duration of ultrasonic treatment, the diameter of fat droplets is reduced, because when affected by continuing cavitation, the large fat droplets extracted from cedar flour break up into smaller ones. Taking into account the fat content of cedar flour established according to the results of physical and chemical studies, the obtained data confirm the completeness of its extraction under ultrasonic treatment.
In comparison with the beverages produced by scalding and boiling cedar flour in water without using the effects of ultrasonic treatment, the size range of fat droplets essentially changes in the treated beverages (Fig. 9, Table 1). The effectiveness of ultrasound exposure is illustrated more clearly by the photographs of experimental beverages from cedar flour (Fig. 10).
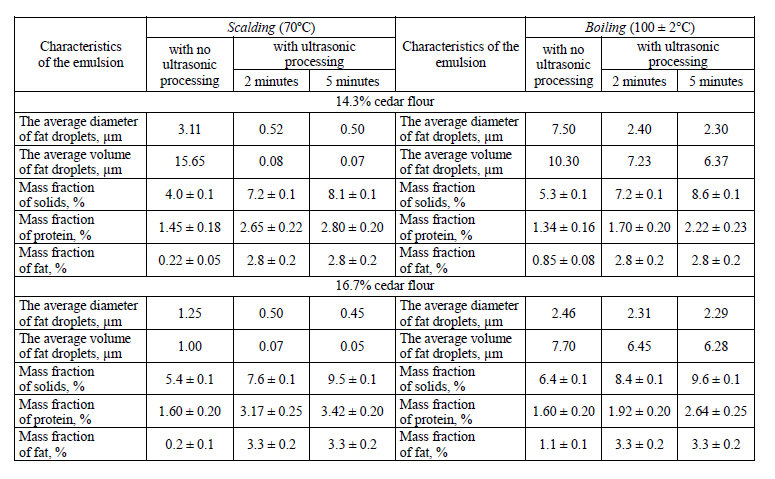
The results obtained demonstrate the apparent traceability of the effect of ultrasound exposure on the composition and colloidal stability of the vegetable milk type beverages produced from the flour from oil cake. The comparative analysis of the data on the content of dissolved proteins and fat in the resulting beverage (Table 1) shows their comparability with whole cow milk (3.3% protein, 3.5–3.9% fat, 12.6% solids).
According to the results of the studies, the dosage of cedar flour in the range of 14–16.7 %, both under scalding conditions and during boiling can be considered the optimal conditions for producing beverages from exclusively vegetable raw materials. The ultrasonic cavitation treatment of the resulting suspensions increases the efficiency and the rate of transition of dry matters to an emulsion up to 2 times during scalding and 1.5 times during boiling. More efficient fat emulsification is achieved under scalding conditions followed by ultrasonic treatment.
As it was established by the results of the preliminary studies, combining cedar flour with milk powder in a ratio of 1 : 1 contributes to an increase in the solubility of the vegetable raw materials studied even without using the effects of ultrasonic cavitation. Therefore, when using ultrasound, it is possible to predict the production of stable emulsions not only from cedar flour, but also on the basis of its combinations with milk powder, which will allow to produce beverages with a higher nutritional value. Revealing the patterns of a change in the composition and properties of the beverage emulsions obtained by the ultrasonic treatment of combined milk and vegetable media requires a further study.
ВЫВОДЫ
Thus, the use of the effects of ultrasonic exposure in the production of new protein-containing beverages such as "vegetable milk" allows to obtain stable emulsions from the flour from oil cake, which do not require the use of emulsifiers and are characterized by an increased content of soluble solids (7.2–8.4%), fat (1.8–3.3%) and proteins (1.9–3.4%).
The recommended limits of the used dosage of cedar flour, depending on a method for producing beverages (scalding or boiling), are 14.3–16.7%. To produce such beverages, 2 minutes of ultrasonic exposure in this mode (20 W/cm2) are enough, as the processing time increases, the studied characteristics of the emulsions practically do not change their values.
СПИСОК ЛИТЕРАТУРЫ
- Chechetkina A., Iakovchenko N., and Zabodalova L. The technology of soft cheese with a vegetable components. Agronomy Research, 2016, vol. 14, no. 5, pp. 1562-1572. (In Russian).
- Khramtsov A.G. Traditions and innovations of dairy industry. Foods and Raw Materials, 2015, vol. 3, no. 1, рр. 140-141. DOI: 10.12737/11168.
- Reshetnik E.I., Maksimyuk V.A., and Emelianov A.M. Multicomponent products technology improvement based on the dairy and grain raw material combination. The Bulletin of KrasGAU, 2013, no. 11, рр. 273-277 (In Russian).
- Utochkina E.A., Batalova T.A., Kupriyanova G.A., and Kokina T.V. Optimal ratio of the component composition for the foundations for a dairy - vegetable products. Amurskiy meditsinskiy zhurnal [Amur Medical Journal], 2013, no. 2-1 (2), рр.129-134. (In Russian).
- Konovalov S.A., Veber A.L., and Trofimov I.E. Basis and experimental determination of ingredients correcting chemical composition and sensory characteristics in dairy biological products. Bulletin of Omsk State Agrarian University. 2014, no. 2 (14), рр. 68-73. (In Russian).
- Dhakal S., Giusti M.M., and Balasubramaniam V.M. Effect of high pressure processing on the immunoreactivity of almond milk. Journal of the Science of Food and Agriculture, 2016, pp. 3821-3830. DOI: 10.1002/jsfa.7576.
- Canabady-Rochelle L.S. and Mellema M. Physical-chemical comparison of cow's milk proteins versus soy proteins in their calcium binding capacities. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2010, vol. 366, no. 1-3, pp. 110-112. DOI: 10.1016/j.colsurfa.2010.05.030.
- Andres A., Cleves M.A., Pivik R.T., et al. Developmental status of 1-year-old infants fed breast milk, cow’s milk formula, or soy formula. Pediatrics, 2012, vol. 129, no. 6, pp. 1134-1140. DOI: 10.1542/peds.2011-3121.
- Bochkarev M.S., Egorova E.Yu., Reznichenko I.Yu., and Poznyakovskiy V.M. Reasons for the ways of using oilcakes in food industry. Foods and Raw Materials, 2016, vol. 4, no. 1, pp. 4-12. DOI: 10.21179/2308-4057-2016-1-4-12.
- Molochnikov V.V. and Orlova Т.А. Modern approaches to the production of soluble protein concentrates. Milk Processing, 2008, no. 4, рр. 52-54. (In Russian).
- You Q., Yin X., and Zhao Y. Ultrasound-assisted extraction of polysaccharides from the fruiting bodies of Tricholomamatsutake using response surface methodology. Journal of Food, Agriculture and Environment, 2013, vol. 11, no. 3-4, pp. 1969-1974.
- Wu H., Zhu J., Diao W., and Wang C. Ultrasound-assisted enzymatic extraction and antioxidant activity of polysaccharides from pumpkin (Cucurbita moschata). Carbohydrate Polymers, 2014, vol. 113, pp. 314-324.
- Freitas de Oliveira C., Giordani D., Lutckemier R., et al. Extraction of pectin from passion fruit peel assisted by ultrasound. LWT-Food Science and Technology, 2016, vol. 71, рр. 110-115. DOI: 10.1016/j.lwt.2016.03.027.
- Tsai C.-C., Hsieh C.-W., Chou C.-H., and Liu Y.-C. Ultrasound-assisted extraction of phenolic compounds from PhyllanthusemblicaL. and evaluation of antioxidant activities. International Journal of Cosmetic Science. 2014, vol. 36, no. 5, pp. 471-476.
- Mane S., Tziboula-Clarke A., Lemos M.A., and Bremner D.H. Effect of ultrasound on the extraction of total anthocyanins from purple majesty potato. Ultrasonics Sonochemistry, 2015, vol. 27, рр. 509-514. DOI: 10.1016/j.ultsonch.2015.06.021.
- Ma C., Yang L., Wang W., et al. Extraction of dihydroquercetin from Lárixgmélinii with ultrasound-assisted and microwave-assisted alternant digestion. International Journal of Molecular Sciences, 2012, vol. 13, no. 7, pp. 8789-8804.
- Dibazar R., Bonat Celli G., Brooks M.S.L., and Ghanem A. Optimization of ultrasound-assisted extraction of anthocyanins from lowbush blueberries (Vaccinium angustifolium aiton). Journal of Berry Research, 2015, vol. 5, no. 3, pp. 173-181. DOI: 10.3233/JBR-150100.
- Gribova N.Yu., Filippenko T.A., Nikolaevskii A.N., Khizhan E.I., and Bobyleva O.V. Effects of ultrasound on the extraction of antioxidants from bearberry (Arctostaphylos adans) leaves. Pharmaceutical Chemistry Journal, 2008, vol. 42, no. 10, pp. 43-45. (In Russian).
- Rostagno M.A., Palma M., and Barroso C.G. Ultrasound-assisted extraction of isoflavones from soy beverages blended with fruit juices. Analytica Chimica Acta, 2007, vol. 597, no. 2, pp. 265-272. DOI: 10.1016/j.aca.2007.07.006.
- Hromádková Z., Košt’álová Z., and Ebringerová A. Comparison of conventional and ultrasound-assisted extraction of phenolics-rich heteroxylans from wheat bran. Ultrasonics Sonochemistry. 2008, vol. 15, no. 6, pp. 1062-1068.
- Gogate P.R. and Nadar S.G. Ultrasound-assisted intensification of extraction of astaxantin from Phaffia rhodozyma. Indian Chemical Engineer, 2015, vol. 57, no. 3-4, рр. 240-255. DOI: 10.1080/00194506.2015.1026947.
- Dumitrash P.G., Bologa M.K., and Shemyakova T.D. Ultrasound-assisted extraction of biologically active substances from tomato seeds. Surface Engineering and Applied Electrochemistry, 2016, vol. 52, no. 3, рр. 270-275. DOI: 10.3103/S1068375516030054.
- Briars R. and Paniwnyk L. Effects of ultrasound on the extraction of artemisinin from Artemisia annua. Industrial Crops and Products, 2013, vol. 42, no. 1, pp. 595-600. DOI: 10.1016/j.indcrop.2012.06.043.
- Chen F., Yang L., Zhang Q., and Gu H. An approach for extraction of kernel oil from Pinus Pumila using homogenate-circulating ultrasound in combination with an aqueous enzymatic process and evaluation of its antioxidant activity. Journal of Chromatography A, 2016, vol. 1471, pp. 68-79. DOI: 10.1016/j.chroma.2016.10.037.
- Pingret D., Fabiano-Tixier A.-S., and Chemat F. Ultrasound-assisted extraction. RSC. Green Chemistry, 2013, рр. 89-112.
- Tiwari B.K. Ultrasound: a clean, green extraction technology. TrAC - Trends in Analytical Chemistry, 2015, vol. 71, рр.100-109.
- Mohammadi V., Ghasemi-Varnamkhasti M., Ebrahimi R., and Abbasvali M. Ultrasonic techniques for the milk production industry. Measurement, 2014, vol. 58, рр. 93-102. DOI: 10.1016/j.measurement.2014.08.022.
- Abbas S., Karangwa E., Bashari M., Zhang X., and Hayat K. An overview of ultrasound-assisted food-grade nanoemulsions. Food Engineering Reviews, 2013, vol. 5, no. 3, pp. 139-157. DOI: 10.1007/s12393-013-9066-3.
- Maghsoudlou Ya., Alami M., Mashkour M., and Shahraki M.H. Optimization of ultrasound-assisted stabilization and formulation of almond milk. Journal of Food Processing and Preservation, 2016, vol. 40, no. 5, p. 828-839.
- Dhankhar P. Homogenization Fundamentals. IOSR Journal of Engineering, 2014, vol. 04, no. 05, рр.01-08.
- Kalinina I.V. and Fatkullin R.I. Implementation of effects of ultrasonic cavitation influence as a factor of intensification of extraction of functional elements. Bulletin of the South Ural State University. Ser. Food and Biotechnology, 2016, vol. 4, no. 1, pp. 64-70. DOI: 10.14529/food160108. (In Russian).
- Filonova G.L., Gernet M.V., Kovaleva I.L., and Litvinov E.A. Ultrasonic and a biocatalysis - a radical link in technologies of extracts from vegetable raw materials. Beer and beverages, 2013, no. 3, pp. 18-21. (In Russian).
- Botvinnikova V.V. and Popova N.V. Changes in the water system of milk under the influence of ultrasonic cavitation. Bulletin of the South Ural State University. Ser. Food and Biotechnology, 2015, vol. 3, no. 2, pp. 47-54. (In Russian).
- Leshchenko E.G. and Kostenko K.V. Research of recovery whey powder by ultrasonic cavitation and electrochemical treatment of water. Ratsional'noe pitanie, pishchevye dobavki I biostimulyatory [Balanced diet, nutritional supplements and biostimulants], 2016, no. 4, pp. 34-40. (In Russian).
- Popova N.V. Ultrasonic cavitation as a factor of homogenization of reduced raw milk and products based on it. Bulletin of the South Ural State University. Ser. Food and Biotechnology, 2015, vol. 3, no. 3, рр.44-54. DOI: 10.14529/food150307. (In Russian).
- Kapustin S.V. and Krasulia O.N. The use of ultrasonic cavitation in the food industry. Interaktivnaya nauka [Interactive science], 2016, no. 2, pp. 101-103. (In Russian).
- Tazhibaev T.S. Homogenization of fruits and vegetables in cavitation devices as innovative processing technology. Proceedings of the National Academy of Sciences of the Republic of Kazakhstan. Series of agricultural sciences. 2016, no. 3, рр. 34-38. (In Russian).
- Gorbunova N.A. Alternative technologies - ultrasound in meat industry. All about meat, 2016, no. 2, рр. 37-41.
- Ashokkumar M., Bhaskaracharya R., Kentish S., et al. The ultrasonic processing of dairy products - an overview. Dairy Science and Technology, 2010, vol. 90, рр.147-168. DOI: 10.1051/dst/2009044.
- Khmelev V.N., Shalunov A.V., Khmelev S.S., and Tsyganok S.N. Ul'trazvuk. Apparatyitekhnologii [Ultrasound. Apparatus and technology]. Biysk: I.I.Polzunov AltSTU Publ., 2015. 688 р.
- Gaiani C., Schuck P., Scher J., Desobry S., and Banon S. Dairy powder rehydration: influence of protein state, incorporation mode, and agglomeration, Journal of Dairy Science, 2007, vol. 90, no. 2, pp. 570-581. DOI: 10.3168/jds.S0022-0302(07)71540-0.
- Galstyan A.G., Petrov A.N., and Semipyatniy V.K. Theoretical backgrounds for enhancement of dry milk dissolution process: mathematical modeling of the system "Solid particles - liquid". Foods and Raw Materials, 2016, vol. 4, no. 1, pp. 102-109. DOI: 10.21179/2308-4057-2016-1-102-109.
- Smykov I.T. Nano-technologies and ecologization of foodstuff. Storage and processing of farm products, 2008, no. 12, рр. 30-33. (In Russian).
- Egorova E.Yu., Batashova N.V., and Bochkarev M.S. The biological value and functional-technological properties of oil cake of pine nut kernel. Fat and oil processing industry, 2007, no. 6, рр. 41-44. (In Russian).
- Yamakoshi Y. and Miwa T. Effect of ultrasonic wave irradiation sequence in microhollow production produced by bubble cavitation. Japanese Journal of Applied Physics, 2011, vol. 50, no. 7, part 2, pp. 07HF01. DOI: 10.7567/JJAP.50.07HF01.
- Smirnova I.V. Intensifikatsiya tekhnologii spirta s ispol'zovaniem ul'trazvuka v protsesse vodno-teplovoy obrabotki pshenitsy [Intensification of alcohol technology using ultrasound in the process of water-heat treatment of wheat]. Cand. eng. sci. thesis. Мoscow, 2007. 18 p.
- Webb I.R., Payne S.J., and Coussios C.C. The effect of temperature and viscoelasticity on cavitation dynamics during ultrasonic ablation. Journal of the Acoustical Society of America, 2011, vol. 130, no. 5, pp. 3458-3466.
- Ashokkumar M., Krasulya O., Shestakov S., and Rink R. A new look at cavitation and the applications of its liquidphase effects in the processing of food and fuel. Applied Physics Research, 2012, vol. 4, no. 1, pp. 19-29. DOI: 10.5539/apr.v4n1p19.
- Niemczewski B. Observations of water cavitation intensity under practical ultrasonic cleaning conditions. Ultrasonics Sonochemistry, 2007, vol. 14, no. 1, pp. 13-18. DOI: 10.1016/j.ultsonch.2007.11.009.
- Tsaryuk T.Ya., Sakevich V.N., Strigutsky V.P., and Falyushina I.P. Modification of the basic components of conservation materials by ultrasonic cavitation. Bulletin of Vitebsk State Technological University, 2015, no. 28, рр. 140-147.
- Pingret D., Fabiano-Tixier A.-S., and Chemat F. Degradation during application of ultrasound in food processing: a review. Food Control, 2013, vol. 31, no. 2, pp. 593-606. DOI: 10.1016/j.foodcont.2012.11.039.
- Burden D.W. Guide to the Homogenization of Biological Samples. Random Primers, 2008, no. 7 (sept), рр. 1-14.
- Ha G.-S. and Kim J.-H. Kinetic and thermodynamic characteristics of ultrasound-assisted extraction for recovery of paclitaxel from biomass. Process Biochemistry, 2016, vol. 51, no. 10, pp. 1664-1673.
- Chukwumah Y.C., Walker L.T., Verghese M., and Ogutu S. Effect of frequency and duration of ultrasonication on the extraction efficiency of selected isoflavones and trans-resveratrol from peanuts (Arāchishypogaēa). Ultrasonics Sonochemistry, 2009, vol. 16, no. 2, pp. 293-299. DOI: 10.1016/j.ultsonch.2008.07.007.
- Liu L., Yang Y., Liu P., and Tan W. The influence of air content in water on ultrasonic cavitation field. Ultrasonics Sonochemistry, 2014, vol. 21, no. 2, pp. 566-571. DOI: 10.1016/j.ultsonch.2013.10.007.
- Rooze J., Schouten J.C., Keurentjes J.T.F., and Rebrov E.V. Dissolved gas and ultrasonic cavitation - a review. Ultrasonics Sonochemistry, 2013, vol. 20, no. 1, pp. 1-11. DOI: 10.1016/j.ultsonch.2012.04.013.
- Fatkullin R.I. and Popova N.V. The use of ultasonic exposure as the factor of intensification of dispersion process in food production. Bulletin of the South Ural State University. Ser. Food and Biotechnology, 2015, vol. 3, no. 4, pp. 41-47. DOI: 10.14529/food150406. (In Russian).
- PotorokoI.Yu. and Kalinina I.V. Prospects of using ultrasound in extraction technology. Bulletin of the South Ural State University. Ser. Food and Biotechnology, 2014, vol. 2, no. 1, pp. 42-47. (In Russian).
